| Розбирання, миття агрегатів, вузлів і деталей двигуна внутрішнього згорання |
 |
 |
| 23.12.11 23:02 | |||||
|
Розбирання, миття агрегатів, вузлів і деталей двигуна внутрішнього згорання
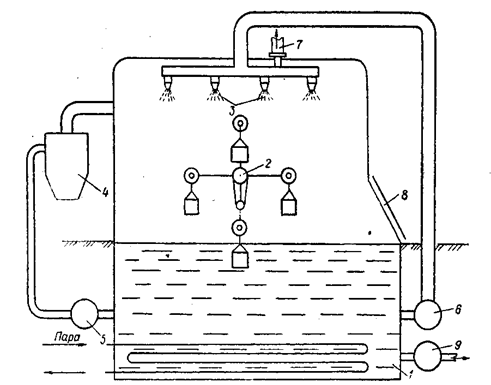
У майстерні господарства двигуни розбирають за допомогою стаціонарного стенда ОР-5500 (ТУ 70.0001.222—74) для розбирання і складання двигуна. Він має опору і поворотний пристрій для кріплення двигунів і встановлення їх у різне положення, зручне для виконання розбирально-складальних операцій. Па стенді можна розбирати двигуни при вертикальному положенні блока циліндрів, картером вгору або вниз і при горизонтальному його положенні. Для розбирання дизельних двигунів використовують комплект 70-7823-370д оснащення до технологічного процесу потокового ремонту дизелів, до якого входять: схватка для дизелів, колінчастого вала і головки циліндрів; пристрій для складання головки циліндрів і муфт зчеплення, складання і встановлення поршня з кільцями в циліндр дизеля; надставка для запресовування сальників і підшипників тощо. Розбиральні і складальні роботи у загальній трудомісткості капітального ремонту машин займають значне місце: для тракторів— 52—56%, для автомобілів — 33—41, з них близько 11% припадає на розбиральні роботи. Під час капітального ремонту машини розбирають на агрегати, вузли і деталі у послідовності, передбаченій технологічними процесами на розбирання даної машини, її агрегатів і вузлів. Залежно від програми ремонтного підприємства і об'єкта розбирання, роботи виконують на стаціонарних або пересувних стендах, а при великих програмах — на потоковійлінії. У розбиральний відділ машину транспортують своїм ходом, на буксирі із застосуванням тягача чи лебідки або на візку по рейковому шляху. Візок є стендом, на якому виконують потоково-постове розбирання машини. На спеціалізованих великих ремонтних підприємствах застосовують потоково-механізований спосіб розбирання машини і агрегатів з використанням вантажо - або ланцюгово-несучого конвеєрів, а також естакад. Естакади — це зварні конструкції, по напрямних яких переміщуються візки на котках із встановленими на них агрегатами. У процесі розбиральних (складальних) робіт застосовують підйомне і підйомно-транспортне обладнання. До підйомного обладнання відносяться ручні талі вантажопідйомністю 0,2—2,0 т і висотою піднімання до 3 м; електричні талі (0,25—5,0 т) висотою піднімання до 18 м; лебідки (1—10 т); механічні і гідравлічні підйомники; вантажозахватні пристрої (схватки, ланцюги, троси). Підйомно-транспортне обладнання — це однорейкові шляхи (монорейки) для переміщення деталей, які кріпляться до елементів будівельних конструкцій (колони, балки, ферми); консольні поворотні крани; підвісні кранбалки вантажопідйомністю 1—5 т; мостові крани (5—20 т і більше). До транспортних засобів належать: ручні і причіпні візки, електрокари (до 2 т), пересувні стенди, конвеєри (пластинчасті, роликові, підвісні). Під час розбиральних (складальних) робіт застосовують універсальний інструмент: набори ключів різних типів (відкриті, накидні, торцеві тощо), ключі для викручування шпильок, молотки, викрутки тощо. Крім універсальних, застосовують різні спеціальні інструменти і пристрої. Значна частина трудових затрат при розбиранні припадає на розбирання різьбових з'єднань (30—60 %) і з'єднань із натягом (15—20 %). Для складальних робіт ці величини становлять відповідно 35—45 і 14—40 %. У той же час в автомобілях, наприклад, різьбові з'єднання становлять 70—80 % всіх з'єднань, які є у його конструкції. Наведені дані свідчать про необхідність механізації розбирання і складання різьбових з'єднань що особливо важливо при програмах 4—5 тис. капітальних ремонтів на рік. Для механізованого розбирання (складання) різьбових з'єднань застосовують гайковерти, які скорочують виконання операцій у 3—5 разів і підвищують загальну продуктивність праці на 15%. Гайковерти за типом привода бувають електричні, пневматичні і гідравлічні, за конструктивними ознаками — ручні, підвісні, пересувні і стаціонарні. За принципом дії перетворювача моменту — діляться на три основні групи: З прямою передачею від двигуна до шпинделя (випускаються тільки з пневматичними двигунами), які не бояться перевантажень; Із редуктором і муфтою, яка обмежує крутний момент, що передається на шпиндель, з регулювальним пристроєм для тарування муфти на певну величину крутного моменту; Гайковерти ударно-імпульсної дії (динамічні), які мають спеціальну муфту для перетворення обертального руху в імпульси. Завдяки збільшенню моменту за рахунок ударної дії муфти робочий не сприймає реактивного моменту. Пневматичні гайковерти мають малий ККД і викликають великий шум. Однак висока надійність, простота і безпека у роботі дозволяють широко їх використовувати. Працюють пневматичні гайковерти на стисненому повітрі від виробничої магістралі при тиску 0,5—0,6 МПа. У процесі розбирання деталі вкладають у спеціальну тару або контейнери. Отвори, через які може проникнути всередину деталі, вузла чи агрегату бруд, закривають дерев'яними пробками або спеціальними заглушками (різьбові отвори паливних насосів, форсунок, трубки високого тиску тощо). Забороняється розукомплектовувати під час розбирання деталі і вузли, які обробляють разом або балансують. Наприклад, кришки корінних підшипників із блоком, кришки шатунів із шатунами, противаги колінчастих валів, вал ротора турбокомпресора з колесами турбіни і компресора. Під час розбирання ці деталі маркують. Дуже обережно знімають вузли і деталі, встановлені на ущільнювальних прокладках. Вибивають штифти, втулки і осі виколотками з мідними наконечниками і молотками з мідними бойками. Шарикопідшипники знімають за допомогою знімачів, пристроїв і пресів. Під час спресовування підшипника з вала зусилля прикладають до його внутрішнього кільця, а під час випресовування із гнізда — до зовнішнього. Не дозволяється користуватись ударними інструментами для знімання підшипників. ТЕХНОЛОГІЧНИЙ ПРОЦЕС РОЗБИРАННЯ Встановити за допомогою кран-балки і схватки двигун на підставку. Зняти вентилятор, кронштейн з| натяжним роликом і водяний насос зз| прокладкою. Зняти за допомогою двохлапчастого знімача шків приводу вентилятора, кришку картера шестерень з прокладкою і шестерню приводу паливного насоса. Зняти все паливопроводи, фільтри грубої і тонкою очистки палива з прокладкою, форсунки і паливний насос з прокладкою|. На штуцери форсунок і паливного насоса навернути захисні| ковпачки. Зняти з блоку циліндрів водяний патрубок. Вивернути храповик з колінчастого валу, зняти втулку розпору, масловідбівну шайбу і проміжну шестерню. Ослабити гвинти хомутиків гумових шлангів і патрубків і зняти пусковий двигун і редуктор. Зняти очисник повітря, кронштейн очисника повітря і вихлопний колектор з|із| прокладками|прокладеннями|. Зняти маслозаливну трубу, масляний фільтр з|із| прокладкою. Зняти картер головного зчеплення з настановних штифтів за допомогою двох болтів М12х40, що загортаються в різьбові отвори фланця картера головного зчеплення до упору в торець задньої балки двигуна. Зняти муфту головного зчеплення і ведений диск муфти зчеплення. Зняти маховик за допомогою схватки і знімача з фланця колінчастого валу. Зняти корпус ущільнення і задню балку. Зняти дві кришки ковпака головки циліндрів з двома прокладками, ковпак головки циліндрів з прокладкою, стійки валика коромисла з валиком і коромислом. Вийняти штанги штовхачів і зняти за допомогою сутички головку циліндрів із прокладкою. Встановити двигун в горизонтальне положення. Зняти масляний картер з прокладкою, кронштейн приводу масляного насоса, сполучний шліцьовий валик з муфтами і масляний насос з прокладкою. Зняти кришки шатунів і вийняти з боку головки циліндрів шатуни. Зняти за допомогою двохлапчастого знімача шестерню колінчатого| валу. Випресувати за допомогою знімача шарикопідшипник з торця колінчастого валу. Вийняти з фланця колінчастого валу болти кріплення маховика. Зняти кришки корінних підшипників і за допомогою схватки вийняти колінчастий вал. Вийняти вкладиші корінних підшипників і встановити кришки на свої місця по мітках; знеособлення кришки, замкової пластини і гайки не допускається. Випресувати за допомогою пристосування гільзи циліндрів з блоку. Розбирання головки циліндрів Встановити головку циліндрів на стенд або монтажний стіл. Стискати за допомогою пристосування клапанні пружини, вийняти з| гнізд сухарі, сідла клапанів і клапанні пружини. Зняти із стержнів клапанів пружинні кільця, перевернути Розбирання механізму коромисел Зняти з валиків коромисел клапанів стопорні кільця, Розбирання шатунно-поршньової групи. Зняти з поршнів поршневі| кільця. Вийняти з| поршнів стопорні кільця поршневих пальців. Випресувати молотком за допомогою наставки поршневі пальці і зняти поршні з шатунів. Зняти кришки шатунів і вийняти вкладиші шатунових підшипников. З'єднати кришки з| шатунами і навернути від руки гайки на шатунові болти. Виконання мийно-очисних операцій пов'язане з певними труднощами, викликаними, по-перше, різноманітністю видів забруднень які вимагають застосування різних способів очистки, миючих засобів і обладнання і, по-друге, тим, що, об'єкти очистки (машина, агрегат, вузол, деталь) різні за масою, матеріалом, конструкцією, формою тощо. Разом з тим рівень очистки операцій суттєво впливає на якість ремонту машин. Наприклад, незадовільна очистка блока і головки циліндрів від нагару і накипу призводить до зниження ефективної потужності двигуна на 5—8 % і збільшення витрати паливо-мастильних матеріалів на 10—20 %. Через неякісне виконання мийно-очисних операцій міжремонтний ресурс агрегатів може знижуватися до 30 %. Багато видів забруднень містять мастильні матеріали, які у процесі експлуатації машин значно змінюються внаслідок окислення і полімеризації. Ступінь їх зміни залежить від температурних факторів і тривалості дії. Тому особливо важко видалити забруднення двигунів. Під час старіння масла і згоряння палива у двигунах утворюються вуглецеві відкладення, які поділяються на асфальто-смолисті, лакові і нагари, що потребують різноманітним способів видалення. Асфальто-смолисті відкладення — це згустки мазі, які відкладаються на картерах, щоках колінчастого вала, фільтрах і маслопроводах. Лакові відкладення являють собою плівки, які утворюються на юбці і внутрішніх стінках поршнів. Нагари— це тверді вуглецеві речовини, що відкладаються на деталях двигунів (стінках камери згоряння, клапанах, свічках запалювання, днищах поршнів, випускних трубопроводах, розпилювачах форсунок). Нагари містять більшість нерозчинних або важкорозчинних складових. Особливих способів і засобів видалення вимагають продукти корозії і накип. До технологічних забруднень, які утворюються у процесі ремонту машин, відносяться залишки притиральних і доводочних паст, стружка, тверді частинки абразиву у масляних каналах або шаржованні до поверхні деталей. Такі забруднення при незадовільній очистці викликають інтенсивне зношування поверхонь у період припрацювання, утворення задирів і подряпин. Технологічні забруднення потрібно видаляти безпосередньо перед складанням. Досвід роботи ремонтних підприємств свідчить, що найраціо-нальнішою, організацією мийно-очисних робіт є багатостадійне миття об'єктів ремонту з використанням спеціальних способів очистки деталей від забруднень (рис. 2.7). Характеристика миючих засобів. Більшість очисних операцій виконується у рідких середовищах, які руйнують і видаляють забруднення, що мають адгезійний зв'язок з поверхнею, та переводять їх у миюче середовище у вигляді розчинів, емульсій або суспензій. Забруднення видаляють струминним і заглибним способами, а також їх комбінацією. На ремонтних підприємствах застосовують синтетичні миючі засоби (СМЗ), органічні розчинники (ОР), розчинювально-емульгуючі засоби (РЕЗ) і кислотні розчини. Синтетичні миючі засоби найпоширеніші і складаються із кількох компонентів. Основу СМЗ (за своєю значимістю) складають синтетичні поверхнево-активні речовини (ПАР). Це сполуки на основі синтетичних спиртів — синтанол ДС-10 (в'язка світла рідина) і синтамід-5 (паста світло-жовтого кольору). Наявність у воді ПАР ослаблює поверхневий натяг води і забезпечує змочування забруднених поверхонь. Решта компонентів СМЗ — це лужні електроліти: кальцинована сода, метасілікат натрію (рідке скло) і три поліфосфат натрію, які підвищують активність ПАР і виконують інші функції, шо покращують властивості СМЗ. У складі СМЗ можливі й інші добавки. Вміст ПАР у СМЗ — у межах 1,5—8 % за масою. У більшості випадків забруднення складаються із двох фаз: рідкої (масла, смоли) і твердої (асфальтени, карбіди — речовини термічного розпаду паливо-мастильних матеріалів). Видалення таких забруднень розчинами на основі СМЗ відбувається двома шляхами: емульгуванням рідкої фази з утворенням емульсії і диспергуванням (подрібненням) твердої фази, яке проходить внаслідок адсорбції ПАР на частинках забруднень. Малий поверхневий натяг розчину дозволяє йому проникати у найдрібніші тріщини частинок забруднення і адсорбувати ПАР на поверхнях цих частинок. Адсорбовані молекули ПАР створюють розклинюючий тиск на частинки, руйнуючи і подрібнюючи їх, внаслідок чого підвищується дисперсність твердих речовин і утворюються суспензії — зависі у миючому розчині нерозчинні тверді частинки. На інтенсивність процесу емульгування і диспергування значно впливає механічний вплив розчину (струмінь рідини, вібрація тощо) і температура. Важливим етапом в очисному процесі є стабілізація у розчині змитих забруднень і запобігання їх повторному осадженню на поверхню, що в основному залежить від складу розчину, технологічних параметрів (концентрації, температури) і забрудненості об'єкту. Процес миття у розчинах СМЗ супроводжується піноутворен-ням, яке у більшості випадків є негативним фактором, оскільки обмежує використання інтенсивного перемішування, тобто знижує інтенсивність процесу емульгування і диспергування, заважає роботі насосів струминних установок. Для усунення піноутворення на ремонтних підприємствах застосовують дизельне паливо, гас, уайт-спірит (0,2—0,3 % об'єму розчину). Під час пароструминної очистки піноутворення відіграє позитивну роль, оскільки шар піни зменшує розбризкування розчину і створює захисний шар, який зменшує випаровування. Суттєво впливає на ефективність очистки лужність розчину, яка визначається показником рН (у нейтральному розчині рН дорівнює 7, у кислотному — менше 7, а у лужному — більше 7). Пц час очистки поверхонь різних металів оптимальне значення рі розчину становить: для сталі 11,8—13,6, для легких і кольоровю металів 11,5—12,8. Зниження водневого показника погіршує очистку і виникає можливість корозії металу. Стабільність лужногс розчину протягом певного часу експлуатації підтримується буферною властивістю окремих компонентів СМЗ, наприклад кальцинованою содою, і періодичним поповненням розчину миючим засобом. Зараз найпоширенішими СМЗ є лабомід (101, 102), Темп 100, 100А, МС-6 (для струминної очистки), МС-8, Лабомід-203, МС-15 і Ритм (для заглибної очистки). Розчинні та розчинно-емулогуючі засоби використовують для очистки деталей від асфальто-смолистих відкладень способом заглиблення. Із розчинних засобів найпоширеніші дизельне паливо, гас, бензин і уайт-спірит (важка фракція бензину), які добре розчиняють мінеральні масла, консистентні мастила і консерваційні речовини. Більш ефективні за очищувальною здатністю хлоровані вуглеводні (трихлоретилен, чотирихлористий вуглець, дихлоретан тощо), але вони через високу токсичність застосовуються лише у випадку наявності спеціальних установок, які працюють за замкнутим циклом, із строгим дотриманням всіх вимог безпеки. Розчинно-емульгуючі речовини являють собою миючі композиції із розчинника і ПАР. Вони розчиняють і одночасно емульгують забруднення. Такі засоби сприяють швидкому видаленню міцних, наприклад смолистих відкладень, при кімнатній температурі (20—25 °С). Після обробки РЕЗ деталі ополіскують в СМЗ. Під час ремонту машин застосовують РЕЗ AM-15, у якому основним розчинником є кселол (ароматичний вуглеводень). Установки для застосування АМ-15 мають бути герметичними. Кислотні розчини застосовують для видалення продуктів корозії і накипу. Під час очистки деталей кислотним розчином виникає небезпека кислотного ураження, у зв'язку з чим до його складу вводять інгібітори кислотної корозії, які запобігають руйнуванню металу (препарати БА-6, Катапін тощо). Технологія мийно-очисних операцій. Очистка об'єктів ремонту — одна із трудомістких операцій у ремонтному виробництві, пов'язана з великими затратами теплової, електричної і фізико-хіміч-ної енергії миючих розчинів. Теплова енергія необхідна для зниження адгезійних зв'язків забруднень. Наприклад, в'язкість асфальто-смолистих відкладень на деталях двигуна при підвищенні температури від 20 до 100 °С зменшується у 100 і більше разів. Теплова енергія витрачається на нагрівання об'єктів очистки, забруднень, миючих розчинів, компенсацію теплових втрат на випромінювання, вентиляцію мийних машин тощо. Механічна енергія, пов'язана із витратами електричної енергії, необхідна для руйнування забруднень під час очистки (привод струминних установок, пристрої для барботування миючих розчи нів при очистці заглибленням), а також транспортування виробів у зоні очистки. Миючі засоби — це концентратори і джерела фізико-хімічної енергії, яка використовується під час очистки для емульгування і диспергування забруднень. Мийно-очисне технологічне обладнання класифікується за такими ознаками: За виконуваними функціями у технологічному процесі (зовнішнє миття, очистка агрегатів тощо); За типом мийних машин (моніторні, струминні, заглибні, комбіновані, спеціальні); За призначенням, у залежності від типу ремонтного підприємства та об'єктів ремонту. Зовнішню очистку машин виконують перед встановленням їх на майданчик ремонтного фонду і передремонтним діагностуванням, а також у випадках, передбачених технологічним процесом ремонту техніки. Для цього застосовують пересувні і стаціонарні мийні установки і машини. Найпростішою є водоструминна установка для шлангового миття струменем з робочим тиском 2 МПа. Ефективніші моніторні мобільні мийні машини високого тиску (10 МПа) з регульованою формою перерізу струменя. Випускаються такі машини у трьох варіантах для очистки холодною водою (ОМ-5361.03), холодною водою і абразивною водопіщаною сумішшю (ОМ-22612) і для очистки у кількох режимах — пароводоструминною сумішшю, холодною і гарячою водою (80 °С) і застосуванням СМЗ і без них (ОМ-22616). Для підігрівання миючого розчину використовують гас. На ремонтних підприємствах застосовують стаціонарні камерні тупикові і прохідні мийні машини (рис. 2.8). Трактор для очистки встановлюється у мийній камері на обертальний круг і обмивається струменями верхнього і нижнього душових пристроїв. Крім того, конструкцією машини передбачено гідромонітор (тиск струменя 10 МПа), керування яким здійснюється поза мийною камерою. Як мийний розчин використовують Лабомід-101 або Ла-бомід-102 з концентрацією 10—15 г/л, який знаходиться у спеціальному баці, призначеному для зберігання і нагрівання його до 80 °С. Інші струминні машини для зовнішньої очистки розрізняються за конструкцією душових пристроїв і характером відносного руху душового пристрою і об'єкту очистки. У деяких машинах передбачено, крім зовнішньої очистки, пропарювання внутрішніх порожнин агрегатів і баків. На окремих ремонтних підприємствах застосовують машини для очистки напіврозібраних тракторів і автомобілів занурюванням, що дозволяє очищати як зовнішні поверхні, так і внутрішні порожнини картерів. Для підвищення ефективності очистки занурю ванням використовують коливальну платформу, на якій встановлюють машину, затоплені струмені (струмінь рідини у рідині) тощо. Очистку виконують у СМЗ Лабомід-203 з концентрацією 20— ЗО г/л при температурі 80—90 °С. Очистка агрегатів, вузлів і деталей виконується у струминних мийних машинах, машинах занурювального типу і комбінованих, де в одному агрегаті застосовуються заглибні і струминні способи. На ремонтних підприємствах використовують три типи струминних мийних машин: камерні тупикові, камерні прохідні і секційні. Деталі в цих машинах очищають струменями миючого розчину, які подаються із насадок під тиском 0,4—1,4 МПа. Камерна тупикова мийна машина, наприклад ОМ-4610, має у прямокутній камері відкидні двері із напрямними для візка, завантаженого об'єктами очистки, що подається у камеру машини. В останній розміщені гідранти, що обертаються навколо вертикальної осі. Верхній гідрант — це П-подібна рамка із труб, нижній гідрант (під візком) складається з двох горизонтально розміщених труб. У них водяні сопла розміщені під деяким кутом, який забезпечує обертання гідрантів за рахунок реактивних сил. Гідранти обертаються з частотою 7—10 хв-1 (верхній) і 10—15 хв-1 (нижній). Підігрівання миючого розчину — парове. Камерна прохідна мийна машина ОМ-1366 має душовий пристрій, подібний до душового пристрою машини ОМ-4610, але, крім того, є ще одна вітка душової системи, по якій подається миючий розчин у гумові шланги з наконечниками. Ця вітка використовується для пропарювання картерів. До конвеєрної прохідної двосекційної мийної машини відноситься ОМ-4267, яка оснащена підвісним конвеєром для переміщення деталей у тарі або для великих деталей безпосередньо на підвісках. Мийна камера машини прямокутної форми і виконана разом із секцією ополіскування. Конструкція мийної камери дозволяє виконувати струминну очистку розчинами СМЗ і струминне ополіскування водою. Струминні мийні машини для очистки агрегатів, вузлів і деталей мають такі недоліки. По-перше, їх експлуатація пов'язана з великими енергозатратами і, по-друге, вони не забезпечують повного видалення забруднень у різних заглибленнях, отворах, карманах, екранованих від прямої дії миючих розчинів. Ці недоліки призвели до створення і поширення машин занурювального типу. Струминні машини застосовують лише для видалення масляно-грязьових відкладень, ополіскування деталей після обробки занурюванням, а також для миття деталей перед складанням. Зараз поширюються роторні мийні машини різних типорозмірів, які дозволяють значно знизити енергозатрати, підвищити якість очистки і охопити широкий спектр об'єктів очистки від деталей до агрегатів і рам тракторів. На рис. 2.9 зображена схема роторної мийної машини типу ОМ-15429. Вона складається з ванни і хрестовини з чотирма підвісками. Забруднені об'єкти поміщають у корзини на підвіски і надають їм через приводний пристрій кругового руху, при якому миюча рідина активно впливає на поверхню. Суміщення фізико-хімічного впливу миючого розчину з механічним періодичним стіканням миючої рідини з об'єктів очистки і наступним зануренням забруднених об'єктів у розчин та впливом струменів душового пристрою забезпечує високу якість очистки. Машина оснащена очисним пристроєм (гідроциклонами). Миючий розчин — Лабо-мід-203 (20—ЗО г/л). Температура розчину 80±5°С. Тривалість очистки 10—15 хв. У процесі експлуатації машина щільно закрита кришками для зменшення витрати тепла мийним розчином.
Очистку дрібних деталей (метизів, штовхачів, коромисел клапанів, пружин тощо) виконають у галтувальних барабанах, де деталі звільняються від забруднень за рахунок взаємного тертя між собою і стінками барабана, що обертається. Іноді у барабан закладають і абразивні наповнювачі (фарфорову кришку, бій абразивних кругів тощо). Застосовують також мокре галтування. При цьому барабан занурюють у ванну з миючою рідиною, яка просочується у внутрішні порожнини барабана через його перфоровану поверхню. Як миючу рідину застосовують органічні розчинники, (гас, іноді дизпаливо) або розчини СМЗ (Лабомід-203, МС-8). Для знежирювання деталей паливної апаратури, гідросистем, карбюраторів, підшипників кочення застосовують ультразвукову обробку у спеціальних ваннах з миючим розчином СМЗ або органічним розчинником. Ультразвукові коливання генеруються спеціальними магніто - або електрострикційними перетворювачами і спрямовуються у миючий розчин. Ультразвукові хвилі викликають кавітаційне руйнування жирової плівки або нагароподібного шару на деталях. Очистку деталей від нагару і накипу виконують механічним, хімічним, хіміко-термічним і термічним способами. Для механічної очистки деталей від нагару у невеликих майстернях застосовують крацювання — очистку поверхонь за допомогою металевих щіток, які обертаються від електро - або пневмо-привода. На підприємствах з великою програмою ремонту машин нагар очищають кісточковою кришкою (подрібненою шкаралупою фруктових кісточок), яка у спеціальних установках (типу ОМ-318) подається на деталі під тиском (0,4—0,5 МПа) повітря. Термічним способом видаляють нагар із випускних колекторів двигунів нагріванням у термічній печі до 600—700 °С протягом 2—3 год з наступним охолодженням разом із піччю або випалюють полум'ям газового пальника із надлишком кисню. В умовах спеціалізованого підприємства з ремонту двигунів застосовують хімічно-термічну обробку деталей із чорних металів у спеціальних установках (типу ОМ-14256) для очистки від нагару і накипу у розплавах натрієвих солей і лугу при температурі 400±10°С за такою технологічною схемою: обробка у розплаві, промивання у проточній воді, травлення у кислотному розчині, промивання у гарячій воді. Накип і продукти корозії можна також видалити хімічним способом, наприклад заглибленням деталей у 10—12%-ний розчин інгібованої соляної кислоти при 30—40 °С з наступним ополіскуванням у розчині кальцинованої соди (5 г/л) і тринатрійфосфату (2 г/л) при температурі 80—90 °С. На ремонтних підприємствах використовують циркуляційні мийні машини для очистки системи охолодження двигунів від накипу шляхом прокачування під тиском кислотних і промивальних розчинів, а також розчинів СМЗ через масляні канали блока циліндрів і колінчастого вала. Видалення старих лакофарбних покриттів з кабін, оперення та інших деталей виконують механічним або хімічним способами. Механічний спосіб застосовують у ремонтних майстернях при місцевому або частковому видаленні лакофарбного покриття. Для цього використовують вологостійкі наждачні шкурки, металеві щітки, скребки. Шліфувати доцільно змочену водою або уайт-спіритом поверхню. Хімічний спосіб передбачає використання спеціальних рідин для змивання (багатокомпонентних розчинників): СД (ОБ) —звичайна, СД (СП) —спеціальна і АФТ-1. У СД (СП) швидкість дії найменша — 5 хв, у АФТ-1 —20 хв і СД (ОБ) —30 хв. Синтетичні емалі видаляють рідиною АФТ-1, нітроемалі — СД. Для їх активізації до них додають фосфорну кислоту (15 мл на 1000 мл рідини). Такі розчинники викликають спученість старого лакофарбового покриття через 1,5—2 хв. На великих ремонтних підприємствах старі лакофарбові покриття знімають у ваннах 8—10%-ним розчином каустичної соди при 80—90 °С. Після виварювання об'єкт очищають, промивають у ванні з гарячою водою протягом 40—50 хв, оберігаючись від токсичності каустичної соди. Очистка машин для захисту рослин вимагає особливої технології, що пов'язано з підвищеними вимогами до безпеки праці і екології. Зовнішню очистку машин та їх агрегатів виконують на спеціальному майданчику, оснащеному відповідно до вимог нормативно-технічних документів. Як мийні засоби застосовують водні розчини препаратів «Діас» і «Комплекс». Миття виконується пароводяною сумішшю або гарячою водою. Для напіврозібраних агрегатів, вузлів і деталей використовують очистку зануренням у розчини препарату «Діас», Лабомід-203 або МС-15. Після обробки у ваннах об'єкти очистки ополіскують струминним способом розчинами СМЗ, гарячою водою і пароводяною сумішшю. Після очистки машин від пестицидів стічні води забруднені продуктами їх розпаду та маслами. Захист навколишнього середовища повинен забезпечуватися надійною очисною системою. Контроль якості очистки деталей виконується періодично відповідно до прийнятого технологічного процесу очистки об'єктів ремонту. Існує кілька методів контролю очистки, які залежать від рівня забруднення деталей після очистки і висоти мікронерівностей їх поверхонь. При макроочистці (видалення забруднень, які заважають розбиранню, дефектації та механічній обробці) видаляють всі види забруднень до рівнів, обумовлених шорсткістю поверхні, нехтуючи забрудненістю у западинах мікронерівностей. Під час мікроочистки із западин шорсткої поверхні видаляють сліди забруднень, які залишилися після макроочистки, а також легкі технологічні забруднення. Від мікроочистки залежить якість складання, надійність і ресурс об'єкта ремонту, а при фарбуванні — адгезія лакофарбового покриття. Такий розподіл очисних операцій на макро - і мікроочистку економічно доцільний. Після макроочистки застосовують ваговий метод контролю. Зважуванням деталей на аналітичних вагах до і після знімання забруднень розраховують забрудненість поверхні. Допустима остаточна забрудненість поверхні після макроочистки: для 4-го класу шорсткості поверхні становить 1,25 мг/см2, для 5—6 класів — до 0,70 мг/см2 і для 7—9 класів — 0,25 мг/см2. Під час складання допускається забрудненість не більше 0,10— 0,15 мг/см2, а перед фарбуванням — не більше 0,005 мг/см2. Поверхню деталей сьомого і вищих класів шорсткості контролюють люмінесцентним способом, який грунтується на властивості масел світитися під впливом ультрафіолетового проміння. За величиною плям, що світяться, визначають ступінь забрудненості поверхні. Для цього є спеціальні прилади. Для деталей восьмого і вищих класів шорсткості використовують спосіб, при якому деталь занурюють у холодну дистильовану воду. У випадку наявності на поверхні деталі понад 0,01 мг/см2 водяної плівки вона миттєво розривається, а при 0,005 r/см2 розрив плівки настає через 4—7 с. Матеріально-технічне оснащення Стенд для розбирання і складання двигуна; естакада для розбирання двигуна, кран - балка, слюсарний верстак, мийна ванна, мийна машина, знімачі й пристрої для розбирання, слюсарний інструмент.
Рисунок 1 – Універсальний Стенд ОПР-989 для розбирання і складання тракторних, Комбайнових і автомобільних Двигунів:1 – основа; 2 – Поворотна труба; 3 – Пружинний фіксатор; 4 – Привод; 5 – стопорний гвинт; 6 – клини; 7 – черв’ячний Редуктор; 8 і 9 – зйомні Плити; 10 – вал повороту; 11 – поворотний кронштейн для ящиків з інструментом
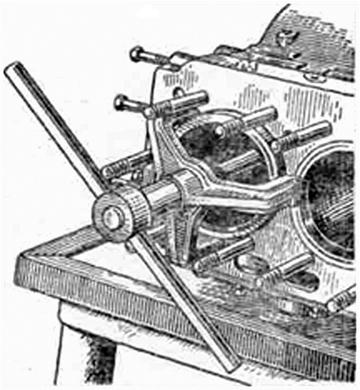
Рисунок 3 – Випресовка шарикопідшипника з торця колінчастого валу за допомогою знімача: 1 — знімач; 2 — колінчастий вал.
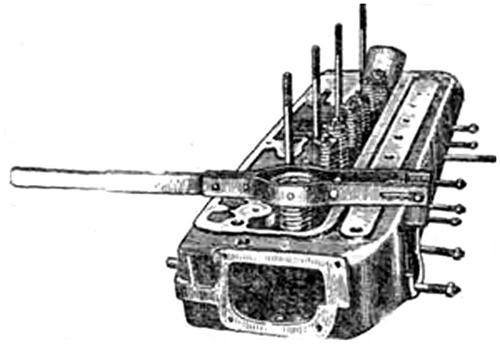
Рисунок 4 – Випресовка гільзи Циліндра| за допомогою знімача.
Рисунок 5 – Зняття Пружин і клапанів голівки|головки| Циліндрів| за допомогою Пристосування.
|
|||||
| Последнее обновление 24.12.11 18:57 |

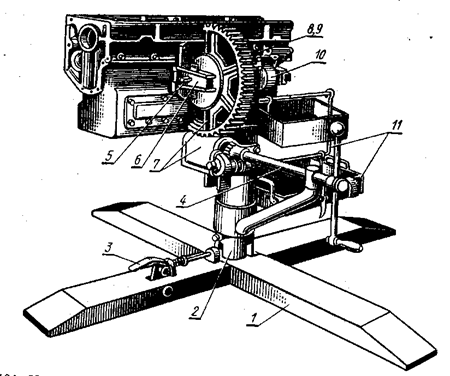
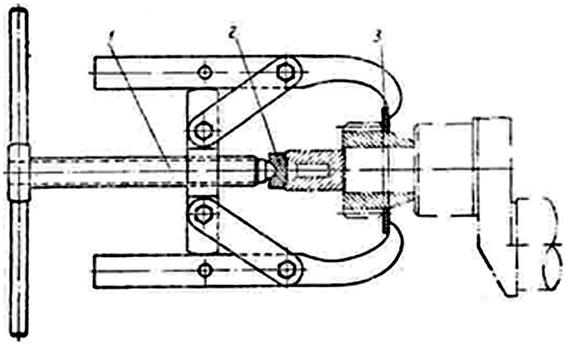
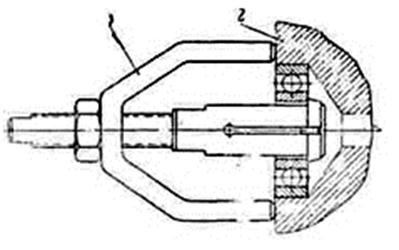 Рисунок 2 – Зняття шестерні колінчастого валу за допомогою знімача: 1 — знімач; 2 — упор; 3 — вирізне кільце.
Рисунок 2 – Зняття шестерні колінчастого валу за допомогою знімача: 1 — знімач; 2 — упор; 3 — вирізне кільце.