| Ремонт муфти зчеплення, вузлів трансмісії, ходової частини, рульового керування та гальм |
|
| 23.12.11 23:02 |
Ремонт муфти зчеплення, вузлів трансмісії, ходової частини, рульового керування та гальмРемонт муфти зчеплення Основні дефекти: зношення, тріщини, зколи нажимного диску, ослаблення та зломлення пружин, зношення голкових підшипників та пальців віджимних важелів, зношення головок віджимних важелів, зношення фрикційних накладок ведомих дисків, ослаблення копкого з’єднання диску зі ступицею, зношення шліцевої частини ступиці. Ведомий диск: Виконати очистку поверхонь відомого диску металевою щіткою (замаслені дільниці витерти ганчіркою); Диски з тріщинами вибраковуються; Перевірити стан пружин та клепкового з’єднання диску зі ступицею. У випадку ослаблення необхідно зрізати на токарному верстаті головки заклепок, вибити бородком заклепки та роз’єднати диск на складові частини. Замінити спрацьовані та зломлені пружини та ступицю, у якої значно зношена шліцева частина (товщина шлиців менше 6,0 мм – вибраковка) на нові; Сумістити отвори складових частин диску, вставити заклепки відповідного діаметру та виконати розклепування заклепок в гарячому стані з використанням наставок, які мають заокруглений профіль (виконувати підтяжку ослаблених заклепок ЗАБОРОНЯЄТЬСЯ!!!); Перевірити стан фрикційних накладок диску. У випадку значного зношення виконати заміну фрикційних накладок; Висвердлити на свердлильному верстаті головки старих заклепок та вилити їх бородком; Використовуючи стальний диск, як кондуктор, просвердлити отвори в нових накладках, які скріплюють з диском зажимами або ручними лещатами; Сумістити отвори накладки і стального диску, встановити алюмінієві або латунні заклепки відповідного діаметру і довжини та за допомогою наставок розклепати заклепки легкими ударами молотка (мати на увазі, що сильні удари молотка можуть призвести до появ тріщин в накладках); Виконати розклепування всіх інших заклепок в такому ж порядку, ставлячи їх в диски почергово з різних сторін. Нещільність прилягання накладок до дисків допускається до 0,3 мм. Утопання головок заклепок відносно поверхні накладки допускається не менш ніж 1,5 мм. Нажимний диск в зборі (корзина зчеплення) Виконати очистку поверхонь корзини зчеплення металевою щіткою, та витерти ганчіркою всі замаслені дільниці; Перед розбиранням виконати маркування диска з корпусом; Встановити корзину зчеплення на приспособу розбирання, збирання та регулювання, попередньо встановивши відремонтований ведомий диск або спеціальну проставку такої ж товщини, що й ведомий диск; За допомогою гвинтового важеля при способи зжати пружини та прижати корпус нажимного диску до поверхні плити (маховика); Роз шплінтувати та викрутити гвинти стопорних пластин; Викрутити почергово гайки для регулювання вижим них важелів; Розкрутивши в зворотній бік гвинтовий важіль при способи, висвободити та зняти корпус корзини зчеплення та пружини; Розшплінтувати та витягти пальці кріплення вижим ним диском; Виконати остаточну очистку вижимного диску, пружин металевою щіткою (замаслені деталі – ганчіркою); Перевірити стан вижимного диску корзини зчеплення. У випадку наявності зломів, тріщин, раковин довжиною 8 мм і глибиною більше 6 мм, а також при зношені диску до товщини менше допустимої – вибраковувати. У разі незначного зношення (до 0,2мм), диск проточити на токарному верстаті та прошліфувати до виведення слідів зносу. Товщина диску після проточки повинна відповідати технічним вимогам (повинна бути не менше допустимої); Перевірити стан вижим них важелів, пальців та голкових підшипників. Важелі з тріщинами та зношені пальці замінити на нові. Голкові підшипники замінити на нові або встановити втулки з послідуючою підгонкою до діаметру нових пальців. Головки вижим них важелів (поверхня тертя з вижиминим підшипником) при значному зношенні наплавити з послідуючою обробкою профилю; Виконати збирання корзин зчеплення на приспособі в зворотній послідовності, звертаючи увагу на зроблене раніше маркування деталей; Регулювання положення віджимних важелів виконати на приспособі
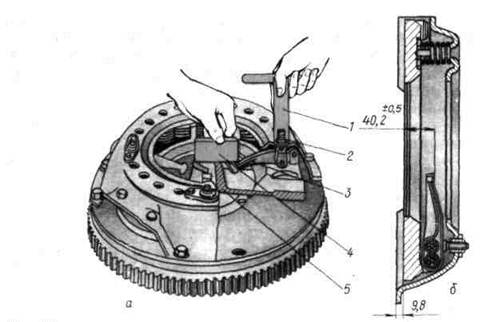
Рисунок – Регулювання зчеплення автомобіля ЗІЛ-130 А – регулювання, Б – корпус зчеплення в зборі; 1 – ключ; 2 – регулююча гайка; 3 – віджимний ричав; 4 – контрольна пластина; 5 – пристосування. Головки віджимних важелів повинні лежати в одній площині з основою корпуса. Відстань від робочої поверхні нажимного диска до площі розташування головок віджимних важелів встановити у відповідності до технічних вимог для даної машини. (Для автомобіля ЗІЛ-130 – 40,4 +-0,5 мм). Правильне розташування важелів регулювання за допомогою гайок для регулювання (закручуючи або викручуючи одночасно перевіряючи положення важелів штангенглибиноміром); Після регулювання гайки зафіксувати стопорними пластинами; Зняти корзину зчеплення з при способи та виконати балансування висвердлюючи отвори на неробочій поверхні нажимного диску. Ремонт вузлів трансмісії Основні дефекти: тріщини, пробоїни в корпусних деталях, зломлення деталей, підвищений шум, стук, підвищений нагрів під час експлуатації та порушення регулювання в результаті зношення підшипників та їїз посадочних місць, порушення гвинтових нерухомих з’єднань, зубових зчеплень та згину окремих деталей. Ремонт редуктора заднього мосту Викрутити гайки кріплення на півосей зі ступицею заднього мосту та демонтувати напівосі з картеру заднього мосту; Викрутити гвинти кріплення редуктора з картером заднього мосту та зняти редуктор в зборі; Встановити редуктор заднього мосту на підставку та виконати операції по його розбиранню: роз шплінтувати та ослабити гвинти кріплення кришок підшипників, викрутити гвинти та зняти стопорні пластини регулювальних гайок, викрутити корончасті гайки для регулювання зазору в головній передачі, остаточно викрутити гвинти кришок підшипників, зняти кришки, демонтувати диференціал в зборі з відомою шестернею головної передачі і підшипниками, зняти підшипники, розшплінтувати та викрутити гвинти кріплення відомої шестерні до корпусу диференціалу, зняти ведому шестерню, розшплнінтувати та викрутити гвинти коробки диференціалу, роз‘єднати корпус диференціалу та демонтувати хрестовину, сателіти, та шестерні напівосей; На валу ведучої шестерні роз шплінтувати та викрутити гайку кріплення фланця карданного валу, зпресувати флянець, розкрутити гвинти та зняти передню кришку редуктора, випресувати з корпусу редуктора ведучу конічну шестерню, випресувати підшипники ведучої шестерні; Перевірити стан всіх підшипників та у випадку виявлення тріщин, сколу або значного зносу замінити на нові; Перевірити на цілісність корпусні деталі (корпус редуктора, диференціалу), у випадку тріщин, які проходять в площині розташування підшипників – вибраковувати, незначні тріщини – заварити; У випадку зношення на валу посадочних місць під підшипники виконати наплавку з послідуючою чорновою обробкою на токарному верстаті, та чистовою на шліфувальному до необхідного розміру; Перевірити стан хрестовини сателітів. У разі виявлення зношення посадочних місць сателітів виконати хромування зношення місць з послідуючою шліфовкою до розміру отворів в сателітах; Перевірити стан шестерень напіввосей та сателітів. При великих значеннях зносу – замінити на нові; Перевірити цілісність та стан різьбових частин гвинтів, гайок та різьбові частини в корпусних деталях. Незначне пошкодження різьбових частин усунути прогонкою мітчиками або плашками відповідно до розміру різьби. У випадку неможливості відновити різьбову частину, або у випадку тріщин та сколу гвинти і гайки замінити на нові; Виконати збирання редуктора заднього мосту в зворотній послідовності; Відрегулювати зазор в зчепленні шестерень головної передачі за допомогою гайок для регулювання
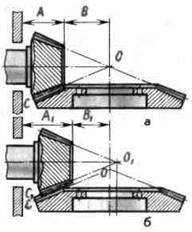
Рисунок – Схема регулювання зчеплення конічних шестерень А – шестерні встановлені правильно, Б – шестерні встановлені неправильно; А і А1 – відстань від торця шестерні до привал очної площини коробки передач; В і В1 – відстань від торця ведучої шестерні до вічі відомої шестерні. Зчеплення конічних шестерень вважається правильним, якщо вершини початкових конусів обох шестерень співпадають в точці О перетину півосей цих шестерень. В цьому випадку в місці контакту поверхонь зубів, співпадаючих з лінією ОС, відбувається кочення одного зуба по другому з мінімальним зношенням зубів. В більшості головних конічних передач нормальний боковий зазор в зчепленні знаходиться в межах 0,25 – 0,45 мм. Під час зношування зубів по товщині зазор збільшується, але регулюванню не підлягає, так як при цьому порушується правильна установка шестерень і різко збільшується знос зубів. Максимально допустимий зазор для більшості машин 1,8 – 2,5 мм. Боковий зазор перевіряють індикатором, який встановлюється до зубу відомої шестерні не менше ніж в трьох положеннях, або використовують свинцеві пластини товщиною 0,5 – 1,0 мм, які прокотують між шестернями, а по товщині вм’ятин визначають зазор; Перевірити правильність зчеплення конічних шестерень по відбитку пятна контакту на зубах
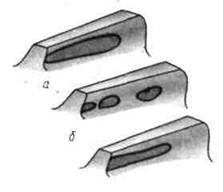
Рисунок – Відбитки фарби на зубах конічних шестерень при перевірці їх зчеплення А – правильне регулювання зчеплення, Б – регулювання зчеплення, що допускається. Зуби ведучої шестерні промазати тонким шаром фарби та провернути шестерні. В добре відрегульованому зчепленні на зубах нефарбованої шестерні (відомої) залишається відбиток на ¾ … 3/5 довжини зуба (зміщений до основи малого конуса). Допускається зчеплення зубів з відбитком фарби в вигляді розділених п’яте довжиною не менше 10 мм з інтервалом не більше 5 мм. Не допускається відбиток в вигляді вузької полоски біля вершини або основи зуба. Якщо розташування відбитку не відповідає вище вказаним вимогам – регулювання повторити; Встановити редуктор в картер заднього мосту в зворотній послідовності. |
| Последнее обновление 24.12.11 19:02 |