
| Проект реконструкции цеха виноматериалов, отделениятиража и выдержки кюве на АЗШВ |
|
| Технологические - Дипломная работа | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ДИПЛОМНЫЙ ПРОЕКТ Проект реконструкции цеха виноматериалов, отделения тиража и выдержки кюве на АЗШВ
Содержание ………… Аннотация………………… Введение………………. 1. Инженерно-экономическое обоснование………… 1.1 Анализ структуры предприятия и ассортимента выпускаемой продукции… 1.1.1 Общие сведения о предприятии и его структура… 1.1.2 Ассортимент выпускаемой продукции…….. 1.2 Характеристика готовой продукции, сырья и вспомогательных материалов…….. 1.3. Маркетинговый анализ и обоснование реконструкции… 2. Технологическая часть……… 2.1. Сведения по истории производства шампанского… 2.2. Современное состояние технологии производства шампанского бутылочным методом … 2.3. Совершенствование технологического процесса 2.4. Подбор технологического оборудования…… 2.5. Аппаратурно - технологическая схема… 2.6. Продуктовые расчёты…… 2.6.1 Расчет основных продуктов … 2.6.2 Расчет вспомогательных материалов …… 2.7 Организация ТХМК после реконструкции…...… 3. Инженерно-технологические расчёты…… 3.1 Расчеты технологического оборудования…… 3.2 Энергетические расчёты………… 3.3 Расчёт воды, пара и тепловые расчёты…… 4. Автоматизация технологического процесса……… 4.1 Задание на разработку схемы автоматизации……… 4.2.Описание функциональной схемы автоматизации технологического процесса……… 4.3 Спецификация средств автоматизации……………… 5. Компоновка производственного цеха……… 5.1. Планировка и размещение технологическогооборудования ……… 5.2. Разрезы продольные и поперечные …………………………….6. Мероприятия по охране труда и окружающей среды ….…………. 6.1.Организация охраны труда на предприятии…… 6.1.1. Состояние и анализ охраны труда на Артемовском ЗШВ.…… 6.1.3. Основные требования техники безопасности при бутылочном методе производства игристых вин…………………. 6.2. Охрана окружающей среды…………… 6.2.1. Охрана атмосферы……………………… 6.2.2. Охрана сточных вод………………………… 6.2.3. Переработка и утилизация отходов завода…… 7.Анализ финансовой эффективности проекта …… Выводы ………………………… Список использованной литературы………
Введение Анализ современного рынка алкогольных напитков Украины позволяет сделать вывод о значительном расширении в последнее время ассортимента выпускаемой продукции. Наряду с этим, наблюдается тенденция к ухудшению качества винопродукции и обогащению рынка ординарными креплеными винами. Потребление вина на душу населения в Украине составляет около 5,9 литров в год, что значительно ниже, чем в большинстве стран Западной Европы. До настоящего времени одним из наиболее популярных продуктов винодельческой отрасли для потребителя остаются вина с избыточным давлением диоксида углерода. Ежегодное производство шампанских и игристых вин в Украине составляет от 49 до 55 млн. бутылок. Из них на внутреннем рынке реализуется 31 млн. бутылок, в том числе 10 млн. бутылок вин, изготовленных по классической технологии. Среднегодовое потребление шампанских и игристых вин составляет менее 1 литра на душу населения. Обычно эти вина считаются атрибутом праздника, и спрос на них растет в предпраздничные дни. Шампанское, особенно классическое, всегда являлось олицетворением благородства и изысканности, его приверженцы - достаточно состоятельные люди со зрелым, развитым вкусом. Вино это трудоемко, сырье для него стоит недешево, а результат трехлетней выдержки в бутылках может и не соответствовать ожиданиям. В Украине два основных завода, производящих шампанское по классической технологии – Артемовский завод шампанских вин (ЗАО «ЗШВ») и ЗШВ «Новый Свет». Артемовский ЗШВ – крупнейшее предприятие Европы, производящее игристое вино по французской технологии уже более полувека. Основные технологические цеха предприятия находятся в гипсовых штольнях на глубине 75 м при постоянной температуре (+14 + 16 0С) и влажности воздуха (85-90 %). Высокая культура производства, его оснащенность современным оборудованием и высококвалифицированными специалистами позволяет выпускать качественную продукцию, быть крупным импортером и лидером отрасли. Темой дипломной работы является реконструкция цеха виноматериалов и отделения тиража и выдержки кюве Артемовского ЗШВ.
1. Инженерно-экономическое обоснование
1.1 Анализ структуры предприятия и ассортимента выпускаемой продукции 1.1.1 Общие сведения о предприятии и его структура Артемовский завод шампанских вин (АЗШВ) – одно из крупнейших предприятий отрасли по производству игристых вин по классической французской технологии. История завода начинается с 1950 года, когда правительственным распоряжением было принято решение создать в гипсовых штольнях г. Артемовска винохранилище, а затем и завод шампанских вин производительностью 5 млн. бутылок в год. Становление такого гиганта со сложнейшей технологией потребовало невероятных усилий специалистов завода и помощи известных ученых. Большую помощь в выпуске первой партии шампанского оказали специалисты Московского ЗШВ и известные в стране микробиологи Т.А. Чистович и Н.И. Дрбоглав. В 1965 году артемовское «Советское шампанское» завоевывает одну золотую и две серебряные медали на Тбилисском Международном конкурсе вин и такие же награды были завоеваны в 1970 году в Ялте. С 1972 года завод начинает выходить со своей продукцией за рубеж: в ФРГ, Голландию, Бельгию и др. страны. К 1975 году мощность завода достигла 10 млн. бутылок в год. В 1978 году завод провел большую реконструкцию с заменой основного технологического оборудования тиражного цеха, цеха шампанизации, были механизированы процессы предремюажной и преддегоржажной обработки кюве холодом. В 90-е годы продолжается активное обновление оборудования. В винцехе устанавливаются 67 эмалированных емкостей, в тиражном цехе внедряются новые бутылкомоечные машины и розливоукупорочный моноблок фирмы Seitz (ФРГ), транспортеры фирмы «КСХ» (ФРГ), скобирующие машины фирмы «Валентин» (Франция), используется португальская корковая пробка фирмы «Chamhcork». С 1999 года завод преобразован в ЗАО «Завод шампанских вин», идет постоянное переоснащение предприятия, улучшается дизайн цехов, админкорпуса. Сегодня – это мощное, современное производство, продукция которого отвечает международным стандартам. На заводе трудятся 647 человек, 144 из них – инженерно-технические работники. Структура управления предприятием представлена на рисунке 1.1. Завод является крупным предприятием с разветвленной структурой управления, базами отдыха, магазинами, сферой общественного питания. Предприятие компьютеризировано, серьезно занимается продажами выпущенной продукции по регионам Украины и в зарубежье. В связи с внедрением в Украине в 2001 году, в качестве национальных, международных стандартов ISO серии 9000 и повышения роли качества продукции на отечественных и зарубежных рынках, на ЗАО «ЗШВ» была разработана и внедрена система управления качеством с учетом требований ISO 9001:2000 (ДСТУ ISO 9001-2001), которая распространяется на весь производственный цикл, начиная с анализа требований рынка и оценки поставщиков виноматериалов и вспомогательных ресурсов до реализации готовой продукции и оценки удовлетворенности потребителей. 1.1.2. Ассортимент выпускаемой продукции
Предприятие запатентовало торговую марку Krimsekt, которую знают не только отечественные потребители, но и жители США, Канады, Англии, Израиля, Литвы, Латвии, Казахстана и России. Ассортимент ТМ Krimsekt состоит из 11 наименований: - белое коллекционное брют; - красное выдержанное брют; - розовое выдержанное брют; - белое сухое коллекционное; - белое полусухое коллекционное; - белое полусухое выдержанное; - красное полусладкое выдержанное; - белое полусладкое коллекционное; - белое полусладкое выдержанное; - розовое полусухое выдержанное; - мускатное полусухое выдержанное.
Рис. 1.1. Организационная схема управления ЗАО «Завод шампанских вин»
1.2. Характеристика готовой продукции, сырья и вспомогательных материалов
К виноматериалам для производства шампанских и игристых вин и к готовой продукции предъявляются определенные требования в соответствии с нормативной документацией: - по органолептическим показателям (таблица 1.1) - по физико-химическим показателям (таблица 1.2): Таблица 1.1 – Органолептические показатели виноматериалов и вин
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Наименование показателя |
для шампанских в/м |
для в/м на игристые вина |
||||
|
сухих белых и розовых |
сухих красных |
недобро-дов |
десерт-ных |
мисте-лей |
||
|
1.Объемная доля этилового спирта, % |
10 – 12 |
9,5 – 12 |
10 – 13 |
|||
|
2.Массовая концентра-ция сахаров,г/100 см3, не более |
0,2 |
0,2 |
0,3 |
|||
|
3 Массовая концентра-ция.титруемых кислот, г/дм3 |
6 – 10 |
6 – 10 |
5 – 9 |
4 –8 |
4 - 8 |
4 - 6 |
|
4.Массовая концентра-ция.общей SO2, не более |
100/20 |
100 |
100 |
150 |
150 |
150 |
|
5.Массовая концентра-ция.летучих кислот, г/дм3, не более |
0,8 |
0,8 |
1,0 |
0,8 |
0,8 |
0,8 |
|
6.Массовая концентра-ция.железа, мг/дм3, не более |
20 |
20 |
20 |
20 |
20 |
20 |
|
7.Массовая концентра-ция приведенного экстракта,г/дм3, не менее |
16 |
- |
- |
- |
- |
- |
|
8.Дегустационная оценка,балл,не менее |
8,0 |
7,8 |
7,8 |
7,8 |
7,8 |
7,8 |
Сорта винограда для производства шампанского регламентированы, к ним относятся Шардоне, Рислинг, группа Пино, Траминер, Совиньон, Сильванер, Алиготе, Каберне-Совиньон и Пино фран (по-белому способу). Каждое предприятие имеет свой типовой купаж из сортовых виноматериалов. Лучший купаж «Нового Света» состоял из Рислинга рейнского (28 %), Шардоне (20 %), сортов группы Пино (22 %), Алиготе (25 %) и Каберне-Совиньон по белому способу (5 %).Обычно заводы держат свои купажи в тайне, особенно в последние годы, в условиях конкуренции. Думается, что купаж АЗШВ примерно такой же, может быть, большая доля Шардоне за счет дефицитного Рислинга и простоватого Алиготе.
Виноматериалы для производства шампанских и игристых вин АЗШВ закупает на предприятиях Крыма («Качинский», «Виноградный», «Бурлюк» и др.), Херсонской области («Каменский», «Цюрупинский» и др.), Николаевской и Одесской («Шабо», «Степной» и др.) областях.
|
Наименование показателей |
Шампанское Украины |
Вина игристые |
Вина игристые для экспорта |
|
1 |
2 |
3 |
4 |
|
1.Объемная доля этилового спирта, %: - для белых и розовых - для красных |
10,5-12,5 - |
10,5-13,5 - |
10,5-12,5 11,5-13,5 |
|
2.Массовая концентрация сахаров, г/100 см3: - брют, не более - сухое - полусухое - полусладкое |
1,5 4,0-4,5 6,0-6,5 8,0-8,5 |
0,3-12,0 |
1,5 4,0-4,5 6,0-6,5 8,0-8,5 |
|
3 Массовая концентрация титруемых кислот, г/дм3 - для белых и розовых - для красных |
5,5-8,0 |
5,0-8,0 |
5,5-7,5 5,0-7,0 |
|
4. Массовая концентрация летучих кислот,г/дм3, не более - для белых и розовых - для красных - для красных и розовых |
1,0 - - - |
- 1,0 1,2 - |
1,0 - - - |
|
5. Массовая концентрация свободного и общего диоксида серы, мг/дм3, не более - для белых и розовых - для красных |
20/200 - - |
20/200 - - |
20 80-200 30-200 |
|
6. Массовая концентрация железа, мг/дм3, не более для белых и розовых для красных для красных и розовых |
10 - - - |
10 15 - |
10 - - - |
|
6.Давление СО2 в бутылке, кПа, не менее |
350 |
350 |
350 |
Характеристика вспомогательных материалов и поставщики представлены в таблице 1.4.
Таблица 1.4 – Характеристика вспомогательных материалов
|
Наименование материалов |
Действующий стандарт |
Поставщик |
|
1 |
2 |
3 |
|
1.Спирт коньячный (молодой) |
ТУ 10.04.05.38-88 |
Ужгородский КЗ и ЗАО «Коктебель» |
|
2.Спирт коньячный для игристых вин и Советского шампанского |
ТУ 10.04.05.44-19 |
Ужгородский КЗ и ЗАО «Коктебель» |
|
3.Сахароза для шампанского |
ГОСТ 22-78 |
Шепетовский сахарный завод |
|
4. Танин |
ФС 42-2217 |
ООО «Симбиас» |
|
5.Клей рыбный пищевой |
ОСТ 15-374 |
Астраханский рыбокомбинат |
|
6. ЖКС |
ГОСТ 4207 |
ООО «Донецкхимлаборреактив» |
|
7. Кислота лимонная |
ГОСТ 908 |
Харьковский ЗПК |
|
8.Бентонит для в/д промышлен-ти |
ОСТ 18-49-71 |
Грузия, фирма «Аскана» |
|
1 |
2 |
3 |
|
9. Бутылка: - типа 11 - типа У11 |
ГОСТ 10117-91 ГОСТ 26586-85 |
Вольногорский стекольный завод |
|
10.Пробка полиэтиленовая |
ТУУ 202.13.034-2000 |
АЗШВ |
|
11. Пробка корковая |
ТУ 63.102.124-90 |
Австрия «Конкер Шиссер» |
|
12. Мюзле |
ТУ 10-10-01-07-89 |
Австрия «Конкер Шиссер» |
|
13.Колпачки |
ТУ 10-24-10 |
ЗАО «Юнифер», Москва ООО «Технология», Сумы |
|
14. Скоба |
ТУ 10.10.01.07-89 |
АЗШВ |
|
15. Этикетка, кольеретка |
ТУ 10-24-10 |
Харьков, «Фолио плюс» «Печатный двор», Днепропетровск |
1.3. Маркетинговый анализ и обоснование реконструкции
В 2004 году фирма UMG по заказу АЗШВ провела маркетинговое исследование состояния рынка шампанских вин на Украине и места, занимаемого в нем заказчиком и конкурентами, а также перспективы и возможность превалирования своей продукции по регионам.
Для определения места АЗШВ на отечественном рынке шампанских вин были рассмотрены объемы выпуска вина украинскими заводами (таблица 1.5).
Данные свидетельствуют о том, что по объемам выпуска АЗШВ занимает второе место после Киевского ЗШВ (9,7 и 13,5 млн. бут соответственно). В то же время надо учитывать класс выпускаемой продукции: трудоемкая классика против акратофоров КЗШВ.
Таблица 1.5 – Производство игристых вин в Украине за 2004 год
|
Производитель |
Максимальная мощность |
Выпуск 2004 года |
Использование ПМ, % |
||
|
млн. бут. |
доля, % |
млн. бут. |
доля, % |
||
|
1. Харьковский ЗШВ |
26,0 |
25,0 |
6,9 |
12,5 |
26,5 |
|
2.Киевский ЗШВ |
25,0 |
24,0 |
13,5 |
24,5 |
54,0 |
|
3.Одесский ЗШВ |
15,0 |
14,4 |
8,3 |
15,1 |
55,3 |
|
4.Артемовский ЗШВ |
12,0 |
11,5 |
9,7 |
17,6 |
80,8 |
|
5.Одессавинпром |
6,0 |
5,8 |
4,6 |
8,4 |
76,7 |
|
6.Одесский КЗ |
6,0 |
5,8 |
2,0 |
3,6 |
33,3 |
|
7.»Золотая балка» |
2,5 |
2,4 |
1,3 |
2,4 |
52,0 |
|
8.Севастопольский в/з |
3,0 |
2,9 |
4,7 |
8,5 |
156,7 |
|
9.»Новый Свет» |
2,2 |
2,1 |
1,3 |
2,4 |
59,1 |
|
10.»Укрвино» |
2,5 |
2,4 |
0,5 |
0,9 |
20,0 |
|
11.»Нива», Одесса |
2,0 |
1,9 |
1,0 |
1,8 |
50,0 |
|
12.Черкасский ЛВЗ |
2,0 |
1,9 |
1,2 |
2,2 |
60,0 |
|
Итого: |
104,2 |
55,0 |
52,8 |
||
При сравнении с другим «классиком» - «Новым Светом» видим, что АЗШВ безусловный лидер со своими 9,7 млн. бут против 1,3 млн. бут. При выпуске продукции АЗШВ задействовано 80,8 % производственных мощностей против 59,1 % «Нового Света» и 54 % КЗШВ. Это свидетельствует о более здоровом финансовом положении на искомом заводе.
Аудит розничной торговли рынка 6 городов Украины по категории «Игристое вино» за период с августа 2002 по август 2004 г.г. показал, что наиболее привлекательным для респондентов является полусладкое шампанское (73 % продаж), на втором месте полусухое вино (24,5 %), доля которого растет из года в год (рис. 1.2). Минимальным спросом пользуется сухое шампанское (0,9 %). К сожалению, эти исследования подтверждают пока еще низкую культуру потребления вина в стране.
Отечественный потребитель не может оценить по достоинству марку «брют», не пользуются спросом великолепные марки красных игристых вин. Все эти наименования являются продуктом экспорта: более искушенный зарубежный потребитель нуждается в таких винах, а свой – нет.
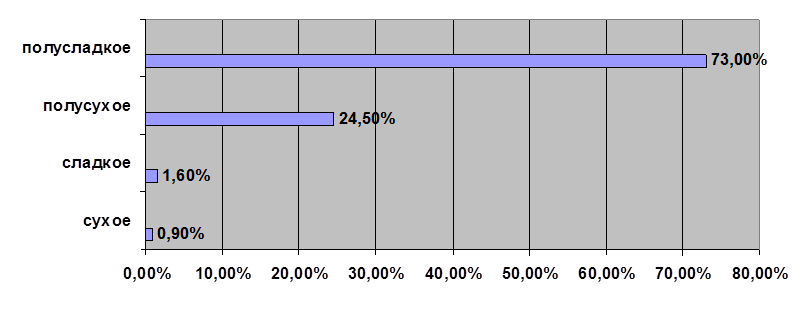
Рис. 1.2. Объем продаж шампанского в зависимости от марки
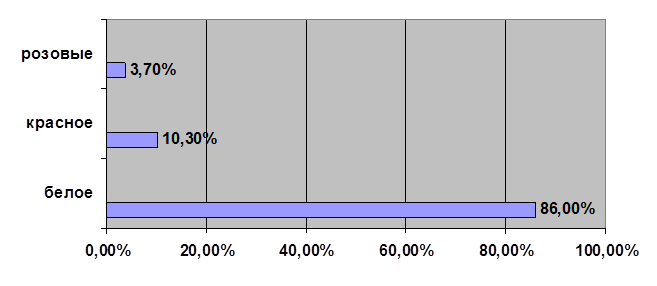
Белое шампанское доминирует на рынке, объемы его продаж продолжают расти, занимая 86 % по стоимости и 90,5 % по объему продаж (рис. 1.3.1 и рис 1.3.2).
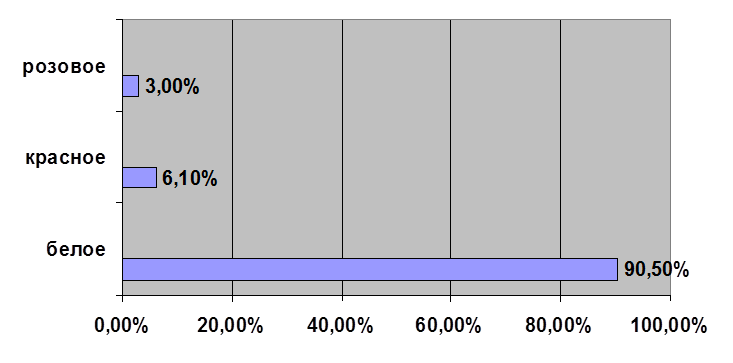
Рис. 1.3.1 Доли белого вина по продажам по объемам
Рис. 1.3.2 Доли белого вина по продажам по стоимости
Продолжается рост доли дешевых вин (особенно в сегменте до 10 грн). Значителен прирост доли вин в ценовом диапазоне 15-20 грн. (рис. 1.4).
Доля по стоимости

Рис. 1.4. Доля продаж шампанского по стоимости
В структуре продаж АЗШВ основной сегмент находится в пределах 15-20 грн., и объем этих продаж растет.
Завод имеет наибольшую долю продаж в городах Донецке и Днепропетровске, наименьшую – в Одессе и Львове, где доминирует Одесский ЗШВ (рис. 1.6).
По типам торговых точек продажа продукции АЗШВ более удачна в больших магазинах и менее прибыльна в малых магазинах и киосках (рисунок 1.6). Это свидетельствует о более высоком статусе респондентов Артемовского шампанского и о правильном направлении действий его отдела продаж.
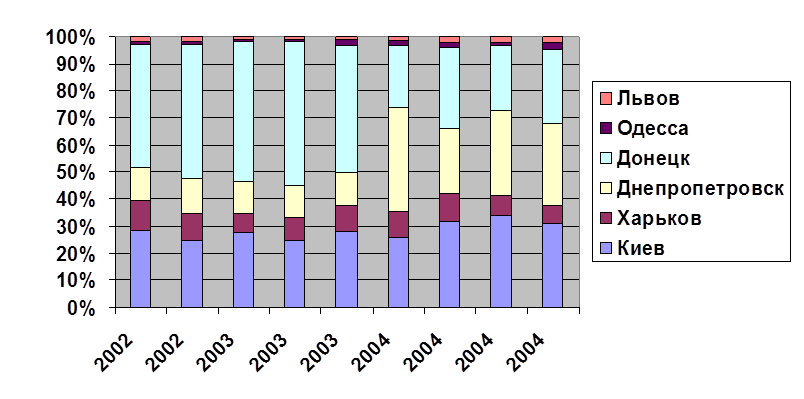 Рис. 1.5. Объемы продаж продукции АЗШВ по городам Украины
Рис. 1.5. Объемы продаж продукции АЗШВ по городам Украины
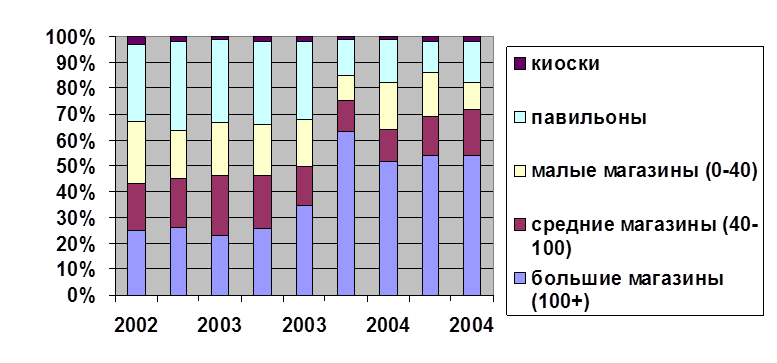
Рис. 1.6. Объемы продаж АЗШВ в магазинах и киосках
Маркетинговый анализ свидетельствует о росте популярности классического шампанского АЗШВ в Украине, а также о возможностях постепенного завоевания рынков западных и южных регионов страны.
Необходима более широкая реклама продукции и технологии завода, направленная на воспитание вкуса потребителей к классическому шампанскому марок сухое и брют отечественного производителя.
На Артемовском ЗШВ имеются все необходимые предпосылки для увеличения объемов выпуска и продаж классического шампанского на отечественном рынке, учитывая технические возможности завода, уровень технологии и квалификацию специалистов.
Для осуществления дипломного проекта по реконструкции цеха виноматериалов, отделения тиража и выдержки кюве необходима разработка соответствующих технологических решений, подбор оборудования, емкостей, аппаратов, а также расчеты предполагаемой экономической эффективности от реализации проекта.
Предполагается, что успешное осуществление и внедрение данного проекта поможет увеличить экономическую эффективность производства на винзаводе, повысит годовую прибыль предприятия
2. Технологическая часть
2.1. Сведения по истории производства шампанского
Сведения по истории зарождения и развития шампанского производства в мире наиболее достоверно приведены в монографии проф. А.М. Фролова-Багреева. Основы современной технологии приготовления шампанского зародились в середине 18-го века, когда виноделы Франции начали активно расширять производство вин, обладающих пенящимися свойствами.
Появление белых игристых вин в Шампани, около Эперне, относится к 1668 году, автором технологических приемов и рецептуры был бенедиктинский монах Дом Периньон, который с 1670 года возглавлял винодельческие подвалы Отвильерского аббатства. Особое внимание монах уделял получению муссированного вина – предшественника игристых вин, за ним же признан приоритет в получении белых шампанских виноматериалов из красного винограда, в приготовлении ликеров, в использовании и мастерстве приготовления купажей вин из различных сортов винограда. Уровень таланта Дом Периньона предопределил высокое качества вин Шампани, которые уже к концу 17-го века стали самыми популярными у знати Франции. Бенедиктинец не оставил после себя печатных трудов, но его современники создавали не менее оригинальные игристые вина Анжу, Сомюра, Арбуа бутылочным способом. В аббатстве Сен-Пьер монах Удар был автором игристых вин, которые ценились выше эперненских.
Несмотря на громкую популярность игристых вин, развитие их производства сдерживалось отсутствием осмысленной теории шампанизации, что приносило ощутимые убытки. Только с 1740-1780 годов началось промышленное производство шампанского в Эперне, Реймсе и Шалоне-на-Марне: были организованы фирмы Moet (1743), Клико (1783), Поммери (1836), Мумм (1830) и другие.
Производство вина стали переводить в подвалы глубиной 12-35 м, где круглый год поддерживалась постоянно низкая температура, что улучшило условия брожения и снизило бой бутылок, установили оптимальные дозировки ликера, сконструировали пюпитры для ремюажа. Винодел Генри Абеле впервые использовал при дегоржаже лед (1844), Франсуа предложил метод контроля дозировки сахарозы в тиражах. Первые машины для розлива, укупорки, мюзлевания, дозировки ликера были разработаны и внедрены в 1820-1845 годах.
На основании законов сохранения вещества и энергии (Ломоносов, 1760), состава органических веществ брожения (Лавуазье, Гей-Люссак, 1815), уравнения алкогольного брожения (Дюма и Булле, 1828), развивается постулат о прямом участии дрожжевых клеток в процессе брожения (Коньяр-Латур, 1835, Пастер, 1857). В 1858 году профессор химии Моменэ дает теоретические и практические указания для работы с игристыми винами. Кроме описания работы дрожжей, он приводит зависимости растворимости диоксида углерода в винах от различных факторов, описывает афрометр для измерения давления, впервые предлагает заменить бутылки при тираже посеребренным сосудом (афрофор), позволяющим проводить брожение под избыточным давлением.
Постепенно производство игристых вин во Франции выделяется в самостоятельную мощную отрасль. В 1845 году произведено 6,6 млн бутылок, а к 1910 году – уже 39,3 млн.
С 1820 года игристые вина стали выпускать в Германии, преимущественно, из сорта Рислинг, к 1911 году этим производством занимались 180 предприятий, выпуская до 14 млн бутылок в год.
В 1860 году шампанское по французской технологии стали готовить в Америке, в районе озера Кеука , марку вина назвали «Поммери».
В России существенный прогресс в виноградарстве и виноделии наметился после присоединения Крыма, где в 1783 году по указу Екатерины 11 князь Г.А. Потемкин и академик П.С. Паллас заложили крупные виноградники и учредили в 1804 году училище виноделия. Первые партии шампанских вин по классической технологии были выпущены в Судаке (1799). В 1846 году шампанское предпринимателя Крича было награждено в Симферополе серебряной медалью, тираж шампанского достигал 15 тыс. бутылок в год. На этой же выставке высшую награду получило игристое вино «Ай-Даниль» из одноименного имения князя Воронцова.
Основную роль в развитии отечественного шампанского производства сыграл князь Л.С. Голицын, который поставил на промышленную основу выпуск классического бутылочного шампанского в имении «Новый Свет». На площади 20 десятин было высажено более 600 сортов винограда, из которых выделены для производства шампанского Каберне фран, Каберне Совиньон, Пино гри, Алиготе, План доре, План вердо, Семильон, Рислинг и другие. К 1903 году протяженность подвалов достигала 3 верст, длина самых холодных туннелей (8-12,5 0С) составляла 1 км. Самый большой тираж (60 тыс. бутылок) выпустили в 1899 году, а наибольшую славу новосветскому шампанскому принес Гран при на Парижской выставке 1900 года.
В это же время в Удельном ведомстве сложилось мнение о том, что все-таки в Крыму следует заниматься десертным виноделием, а не шампанским производством. В 1900 году француз Тьебо и Л.С. Голицын находят новое место для производства шампанского: в 23 км от Новороссийска в м. Абрау-Дюрсо. В 1882 году здесь построили первый подвал, в 1885 году – второй, а к 1897 году было сдано 5 подвалов общей производительность. 22913 ведер вина. С 1919 года руководителем шампанского производства в Абрау становится А.М. Фролов-Багреев, и уже в 1920 году ежегодный тираж и выпуск вина достигает 35 и 54 тыс. бутылок cоответственно, а к 1940 году объемы возросли до 1,4 и 0.5 млн. бутылок.
Заводы шампанских вин строились и в дальнейшем: на базе объединения «Артемсоль» в пустующих солевых шахтах пустили завод по классическому способу мощностью 4,8 млн. бутылок (тираж) и 4 млн. бутылок (экспедиция), позднее построили завод в Криковских подвалах (Молдавия).
После войны к изучению теоретических и практических основ приготовления шампанского в СССР подключились различные научные и производственные коллективы под руководством А.М. Фролова-Багреева, Г.Г. Агабальянца, А.А. Мержаниана, Н.Г. Саришвили, С.А. Брусиловского и др. Ими был разработан способ производства игристых вин в резервуарах (акратофорах), на основе которого были построены заводы по всей стране.
После становления независимого государства в Украине осталось два завода по производству шампанского классическим способом – ЗШВ «Новый Свет» и Артемовский ЗШВ. Доля их производства в общей выработке игристых вин всего 20 %. Однако, рыночные отношения заставят и уже заставляют уделять должное внимание классической бутылочной шампанизации. Некоторые заводы создают цеха по производству классического шампанского: это Севастопольский винзавод, ЗАО «Изумрудный» и другие.
2.2. Современное состояние технологии производства шампанского бутылочным методом
Игристые вина – вина, насыщенные углекислым газом при шампанизации - процессе насыщения вина естественной двуокисью углерода, связанного с биохимическими и физико-химическими превращениями, происходящими в вине как в период вторичного брожения, так и при последующей выдержке шампанизируемого вина на дрожжах.
Бутылочный метод шампанизации – один из способов производства игристых вин, осуществляемый путем вторичного брожения тиражной смеси в герметично укупоренных бутылках, длительной (1-3 и более лет) послетиражной выдержки сброженного (шампанизированного) вина на дрожжах, сведения осадка на пробку (ремюаж), удаления осадка из бутылки (дегоржаж), дозирования экспедиционного ликера и укупорки бутылок пробкой.
Физико-химические и биохимические основы шампанизации разработаны советскими учеными А.М. Фроловым-Багреевым, Г.Г. Агабальянцем, А.А. Мержанианом, А.И. Опариным, С.П. Авакянцем, А.К. Родопуло и др. Агабальянцем в конце 40-х годов ХХ века предложена теория шампанизации. Опарин с сотрудниками установили, что весь период бутылочной шампанизации можно разделить на 4-ре стадии. В первой стадии (до 7 суток) происходит размножение дрожжей, которые адсорбируют ферменты, потребляют азотистые вещества, ассимилируют кислород, продуцируют СО2, альдегиды, высшие спирты и другие продукты брожения. Во второй стадии (7-30 суток) заканчивается вторичное брожение. Дрожжевые клетки, потребив сахар и накопив значительное количество СО 2, начинают угнетаться и выделять в вино ферменты, азотистые и другие вещества, вызывают процессы, снижающие окислительно-восстановительный потенциал вина. В 3-й стадии, продолжающейся до конца 1-го года выдержки, протекают глубокие и интенсивные биохимические превращения. Автолиз дрожжей обогащает вино аминокислотами, букетистыми и другими компонентами, улучшающими игристые и пенистые свойства вина. Ферменты, выделяемые дрожжами, интенсифицируют гидролитические и окислительно-восстановительные реакции. Четвертая стадия (2-й и 3-й годы) отличается медленно идущими биохимическими превращениями. Выделяемые дрожжами липиды, терпеноиды, сложные эфиры совместно с букетистыми соединениями обусловливают появление специфических тонов выдержанного шампанского.
Технология бутылочной шампанизации, возникшая во Франции 18-го века, претерпела незначительные изменения. Большое внимание уделяется подбору виноматериалов и составлению кюве, продолжительности и режиму шампанизации, тщательности укупорки бутылок. Для поддерживания из года в год определенного, сложившегося типа шампанского необходимо создавать запасы вин (резерв) для добавления их в кюве (10-25 %).
Шампанские виноматериалы – полуфабрикат, используемый при производстве шампанского. Во Франции шампанские виноматериалы вырабатываются из 3-х сортов винограда: Пино менье, Пино фран и Шардоне. Пино придает полноту и слаженность, Шардоне – тонкость и свежесть. Отечественная технология разрешает использовать более широкий, но оговоренный перечень сортов, культивируемых в определенных почвенно-климатических условиях. Самыми ценными сортами являются Шардоне, группа Пино, Траминер, Каберне-Совиньон, Сильванер, Совиньон, Рислинг, Алиготе. Виноград собирают при сахаристости 170-200 г/дм3 и титруемой кислотности 8-11 г/дм3. Виноград должен быть здоровым и неповрежденным, сусло извлекают наиболее быстрым способом (желательно, прессованием гроздей). Лучшие фракции сусла (не более 50 дал/т) осветляют в присутствии диоксида серы и сбраживают на чистой культуре дрожжей с регулированием температуры брожения (16-18 0С). После дображивания и осветления виноматериалы снимают с дрожжевых осадков с одновременной эгализацией и доливают дополна. Эгализированные виноматериалы должны иметь светло-соломенный с зеленоватым оттенком цвет (в виноматериалах из красных сортов винограда по белому способу допускается незначительный розовый оттенок), сортовой аромат без посторонних запахов, чистый, гармоничный вкус без посторонних привкусов. Спиртуозность виноматериала 10-12 % об., содержание остаточных сахаров не более
0,2 г/100 см3, кислотность 6-10 г/дм3, содержание общей сернистой кислоты не более 100 мг/дм3, железа – не более 20 мг/дм3, летучей кислотности – не более 0,8 г/дм3. Органолептическая оценка виноматериалов для бутылочной шампанизации – не ниже 8,0 баллов
Ассамблирование – смешивание партий виноматериалов одного сорта, года урожая и хозяйства в крупные однородные партии. Ассамбляж совмещают с оклейкой виноматериалов. Снятие с осадка совмещают с фильтрацией. Осветленные виноматериалы хранят в резервуарах без доступа кислорода до использования в купаже.
Купажирование виноматериалов проводят в соотношениях сортов согласно технологической инструкции и в зависимости от качества виноматериалов.
Тиражную смесь готовят из обработанных купажей виноматериалов, тиражного ликера, разводки чистой культуры дрожжей (ЧКД), 10 %-ного спиртового раствора танина и 2 %-ного раствора рыбного клея или бентонитовой суспензии. Содержание сахара в тиражной смеси 22 г/дм3, концентрация дрожжей около 1 млн/мл. Тиражную смесь наливают в бутылки по уровню (7 ± 1) см от верхнего края венчика горлышка бутылки. Бутылки укупоривают полиэтиленовой или корковой тиражной пробкой, которую закрепляют тиражной скобой, и отправляют на брожение в тоннели с постоянной температурой 10-12 0С. Низкая температура брожения способствует лучшему формированию игристых свойств шампанского, более тонкой и длительной игре. Выбродившим считается вино, содержащие не более 3 г/дм3 сахаров. Такое вино называется кюве. Бутылки укладывают в штабеля горизонтально, в 17 рядов и в течение послетиражной выдержки перекладывают со взбалтыванием 4 раза: на 1-ом году – два раза, затем – по одному разу в год. Срок выдержки от даты тиража до дегоржажа 3 года.
Ремюаж (продолжительностью 1-3 месяца) делают классическим способом, поворачивая бутылки, расположенные в пюпитрах, на 1/8 оборота с небольшим встряхиванием и увеличением наклона бутылки. На некоторых предприятиях применяют систему непрерывного ремюажа в контейнерах. Осадок, сведенный на пробку, замораживают в ваннах. Удаляют осадок из бутылок мастера-дегоржеры, при этом часть вина (50-60 мл) сливается и в бутылку дозируют экспедиционный ликер, в состав которого входит выдержанный виноматериал (из резерва), сахароза, лимонная кислота и коньячный спирт, выдержанный не меньше 5-ти лет. Количество ликера зависит от марки шампанского.
Бутылки укупориваются корковыми пробками, которые закрепляются мюзле. После укупорки бутылки выдерживаются в складе контрольной выдержки при 17-25 0С не менее 10-ти суток, после чего отправляются на бракераж и оформление.
2.3. Совершенствование технологического процесса
Приемка и обработка виноматериалов
Поступившие на завод шампанские виноматериалы подвергают всестороннему анализу: химическому, микробиологическому и органолептическому. Виноматериалы, не отвечающие требованиям нормативной документации, отбраковываются и не допускаются в производство шампанского.
Ассамблирование виноматериалов
Принятые виноматериалы сразу же (не позднее 15-ти суток) подвергаются ассамблированию: объединению в крупные однородные партии в пределах сорта и хозяйства-поставщика или группы хозяйств одного региона.
Ассамблирование совмещают с обработкой виноматериалов. Если в вине более 4 мг/дм3 ионов железа, удаляют избыток тяжелых металлов.На основании пробных оклеек в виноматериал при перемешивании вводят раствор танина, на следующий день - ЖКС и не ранее, чем через четыре часа – рыбный клей или бентонитовую суспензию.
Танин вводят в виде 10 %-ного спиртового раствора или раствора на основе обработанного купажа; ЖКС – в виде водного раствора, рыбный клей – в виде 0,5-1,0 %-ного раствора на основе обработанного купажа, бентонит – в виде 20 %-ной водной суспензии.
После обработки виноматериалы тщательно перемешивают и оставляют на осветление на срок, не более 20-ти суток. В процессе внесения компонентов виноматериалы необходимо трижды тщательно перемешать в течение достаточно длительного времени, что может способствовать их окислению. Продолжительность внесения обрабатывающих компонентов можно сократить, используя насос-дозатор, что исключит последующее длительное перемешивание, окисление виноматериалов и улучшит качество их обработки. Осветлившиеся виноматериалы декантируют с фильтрацией с жидких осадков.
Жидкие клеевые осадки подвергают фильтрации на рамном фильтрпрессе через бельтинг. Такая фильтрация проходит очень медленно, качество фильтрата значительно снижается. Для ускорения процесса можно использовать барабанный диатомитовый фильтрпресс высокой производительности. После проверки отфильтрованных виноматериалов на отсутствие в них остатков берлинской лазури, их присоединяют к основной массе обработанного продукта. При наличии в них берлинской лазури проводят повторную фильтрацию через фильтркартон. Плотные клеевые осадки утилизируют в соответствии с инструкцией.
Обработанные ассамбляжи направляют на купажирование или в резерв.
Купажирование виноматериалов
Ассамблированные виноматериалы в определенном процентном соотношении (согласно пробным купажам, получившим положительное заключение дегустационной комиссии предприятия) направляются в крупную купажную емкость, оборудованную мешалками. Рекомендуется вводить в состав купажей высококачественные виноматериалы, прошедшие 1-2-летнюю выдержку. В случае недостаточной кислотности виноматериалов в купажи вносят лимонную кислоту из расчета повышения его кислотности не более чем на 2 %. При необходимости (согласно заключения лаборатории) купаж оклеивается рыбным клеем. Внесение клея также проводится насосом-дозатором, что сократит время перемешивания купажа.
Осветление купажа проходит не более 15 суток со времени оклейки, после чего проводится декантация с фильтрацией. Фильтрат вносится в купаж, плотные осадки утилизируются.
Осветленные купажи направляют на обработку холодом при температуре (- 2) – (- 5) 0С, выдерживают 1-2 суток и фильтруют при температуре охлаждения.
После обработки холодом купажи направляют на выдержку (хранение) не менее 30 суток в условиях, исключающих их обогащение кислородом. После положительного заключения лаборатории и дегустационной комисии предприятия готовые розливостойкие виноматериалы передаются на приготовление тиражной смеси и в резерв. Наличие резерва помогает виноделам выравнивать по годам качество шампанского, выручает в неурожайные годы. При возможности, резерв должен быть достаточно большим, его качество зависит от условий хранения и наличия достаточного количества емкостного хозяйства.
Технологическая схема производства розливостойких купажей представлена на рисунке 2.1.
|
Прием виноматериалов на рампе |
||
|
⇩ |
||
|
H2SO3 → |
Прием виноматериалов в цех, ассамблирование |
|
|
⇩ |
||
|
Танин → ЖКС → |
Обработка ассамбляжа с осветлением не более 20-ти суток |
← Бентонит ← Рыбный клей |
|
⇩ |
Плотные осадки |
|
|
Фильтркартон → |
Снятие с осадка с фильтрацией ассамбляжа |
↑ → Жидкие осадки |
|
⇩ |
↓ |
|
|
Хранение ассамбляжа не менее 30 суток |
← Фильтрат →Резерв ассамбляжа для выдержки |
|
|
⇓ |
||
|
Лимонная кислота→ |
Купажирование ассамбляжа |
←Виноматериалы 1-2-х летней выдержки |
|
⇩ |
||
|
Бентонит → Рыбный клей → |
Обработка купажа с осветлением не более 15 суток |
Плотные осадки |
|
⇩ |
↑ |
|
|
Фильтркартон → |
Снятие с осадка с фильтрацией купажа |
→Фильтрация осадков |
|
⇩ |
↓ |
|
|
Обработка купажа холодом 1-2 суток при температуре –2 –5 0С |
← Фильтрат |
|
|
⇩ |
||
|
Фильтркартон → |
Фильтрация купажа на холоде |
|
|
⇩ |
||
|
Отдых купажа не менее 30 суток |
||
|
⇩ |
||
|
Подача купажа в тиражный цех и ликерное отделение |
→ Резерв купажа для выдержки |
Рис. 2.1. Технологическая схема производства розливостойких купажей
Приготовление и розлив тиражной смеси
Принятый купаж фильтруется через фильтркартон для обеспложивания продукта и отправляется на приготовление тиражной смеси.
Тиражную смесь готовят из обработанных, розливостойких купажей шампанских виноматериалов, тиражного ликера, разводки ЧКД и 20 %-ного раствора бентонита в количестве до 2 г/дал .
Тиражный ликер задают из расчета содержания сахара в тиражной смеси 22 г/дм3 (в расчете на инвертный), а разводке дрожжей из расчета содержания около 1 млн/см3 дрожжевых клеток. В случае пониженной кислотности виноматериалов в тиражную смесь вносят лимонную кислоту до 1 г/дм3. Тиражную смесь тщательно перемешивают и разливают в бутылки «по уровню».
Бутылки с тиражной смесью укупоривают полиэтиленовой тиражной пробкой, которую закрепляют металлической скобой. Укупоренные бутылки
для проведения брожения направляют на укладку в горизонтальном положении в штабели по партиям тиража. Каждой партии тиража присваивают определенный номер, который сохраняется до выпуска шампанского. При укладке бутылок в штабели положение каждой газовой камеры отмечается специальной «меткой».
Брожение тиражной смеси и выдержка кюве
После укладки тиражного вина в штабели устанавливают контроль за ходом брожения, которое проходит при температуре 12-14 0С. Выбродившим считается вино, содержащее сахара не более 0,3 г/100 см3.
Послетиражную выдержку проводят при температуре 12-15 0С в течение 3-х лет, считая от даты тиража до дегоржажа.
В процессе послетиражной выдержки бутылки с кюве подвергают перекладкам со взбалтыванием осадка. Обычно делают четыре перекладки, в первый год выдержки две и в последующие годы – по одной.
Первую перекладку осуществляют после окончания брожения, не позднее чем через 3 месяца после тиража. Затем делают еще по одной перекладке в год и последнюю перекладку совмещают с загрузкой бутылок в пюпитры для ремюажа. Выявленные при перекладках бутылки с утечкой вина (кулез) разделяют на малый кулез (утечка до 100 см3) и большой кулез (утечка 100 см3 и более). Малый кулез, выявленный при первой перекладке, и большой кулез при последующих перекладках, подлежат сливу. Малый кулез при второй и третьей перекладках направляют на ремюаж и дегоржаж.
Технологическая схема тиража и выдержки кюве представлена на рисунке 2.2.
К концу послетиражной выдержки бутылки с кюве моют, взбалтывают и загружают в пюпитры для сведения осадка на пробку (ремюажа). Предварительно бутылки с вином обрабатывают холодом до появления в вине кристалликов льда, затем содержимое бутылок энергично встряхивают для удаления сеток или масок со стенок бутылок.
Сведение осадка на пробку продолжается 1-3 месяца, затем осадок замораживается до образования льдинки. Удаление осадка из бутылок осуществляется мастерами-дегоржерами.Перед вскрытием бутылок дегоржер просматривает их на контрольную лампочку. Бракованные бутылки передаются на повторный ремюаж.
После удаления осадка производят дозирование шампанского экспедиционным ликером, количество которого зависит от кондиций готовой продукции. После задачи экспедиционного ликера каждую бутылку доливают тем же вином по уровню (8 ± 1 см) от края венчика горлышка бутылки. Затем бутылку укупоривают экспедиционной корковой пробкой, которую закрепляют уздечкой.
После укупорки бутылки инспектируются и укладываются на контрольную выдержку при температуре 17-20 0С на срок не менее 20 дней.
Технологическая схема операций от ремюажа до контрольной выдержки шампанского представлена на рисунке 2.3.
|
Прием купажа |
Тиражный ликер |
|||
|
↓ |
↓ |
|||
|
Обеспложивающая фильтрация купажа |
Лабораторная разводка ЧКД→ |
Питательная среда для дрожжей |
||
|
↓ |
↓ |
|||
|
Тиражный ликер → Суспензия бентонита → |
Приготовление тиражной смеси |
← |
Приготовление разводки ЧКД (пассажирование, 5 регенераций |
|
|
↓ |
||||
|
Розлив тиражной смеси в бутылки |
← Бутылки |
|||
|
↓ |
||||
|
Укупорка бутылок |
←Тиражная пробка |
|||
|
↓ |
||||
|
Скобирование бутылок |
← Скоба |
|||
|
↓ |
||||
|
Укладка бутылок в штабели |
||||
|
↓ |
||||
|
Брожение тиражной смеси в бутылках |
||||
|
↓ |
||||
|
1-я перекладка кюве через 3 мес. после тиража |
→Большой и малый кулезы |
→ на слив |
||
|
↓ |
||||
|
Перекладка кюве на 2-ом году выдержки |
→ Большой кулез |
→ на слив |
||
|
↓ |
||||
|
Перекладка кюве на 3-м году выдержки |
→ Большой кулез |
→ на слив |
||
|
↓ |
||||
|
4-я перекладка с подачей кюве на ремюаж |
→Большой кулез |
→ на слив |
Рис. 2.2. Технологическая схема тиража и выдержки кюве
|
Прием кюве шампанизированного |
||
|
↓ |
||
|
Обработка кюве холодом перед ремюажем |
||
|
↓ |
||
|
Пюпитры → |
Загрузка кюве в пюпитры на ремюаж |
|
|
↓ |
||
|
Ремюаж: сведение осадка на пробку |
||
|
↓ |
||
|
Обработка горлышка бутылок холодом перед дегоржажем |
||
|
↓ |
||
|
Дегоржаж (сбрасывание осадка) |
||
|
↓ |
||
|
Экспедиционный ликер → |
Дозирование кюве экспедиционным ликером по маркам шампанского |
|
|
↓ |
||
|
Укупорка бутылок с готовой продукцией |
← Корковая пробка |
|
|
↓ |
||
|
Мюзлевание бутылок с готовой продукцией |
← Мюзле |
|
|
↓ |
||
|
Взбалтывание бутылок с готовой продукцией |
||
|
↓ |
||
|
Мойка бутылок с готовой продукцией |
||
|
↓ |
||
|
Бракераж бутылок с готовой продукцией |
||
|
↓ |
||
|
Укладка бутылок на контрольную выдержку |
||
|
↓ |
||
|
Контрольная выдержка при 17-20 0С не менее 20 дней |
Рис.2.3. Технологическая схема ремюажа, дегоржажа и укупорки шампанского
Для производства бутылочного шампанского готовят тиражный и экспедиционный ликеры.
Для приготовления ликеров используют обработанные шампанские виноматериалы, сахарозу, коньячный спирт (для экспедиционных ликеров), лимонную кислоту. Используются следующие виноматериалы:
- тиражный ликер готовят на купажах, подготовленных для шампанизации;
- экспедиционный ликер – на высококачественных виноматериалах, выдержанных 2,5-3 года. Кондиции ликеров представлены в таблице 2.1.
Таблица 2.1 – Кондиции тиражного и экспедиционного ликера
Наименование ликера |
Сахаристость, г/100 см3 |
Спиртуозность, % об. |
Титруемая кислотность, г/дм3 |
Тиражный |
50 - 60 |
- |
- |
Экспедиционный |
70 - 80 |
10,5 – 11,5 |
6 - 8 |
Кондиции тиражного ликера по спиртуозности и кислотности не нормируются.
Тиражный ликер готовят путем растворения сахарозы в вине при тщательном перемешивании компонентов. Полученный ликер фильтруют и направляют на выдержку не менее 10-ти суток. Технологическая схема приготовления тиражного ликера представлена на рисунке 2.4.
При приготовлении экспедиционного ликера в вине растворяют сахарозу, затем вносят коньячный спирт и лимонную кислоту. Затем ликер фильтруют и направляют на выдержку не менее 100 суток. Технологическая схема приготовления экспедиционного ликера представлена на рисунке 2.5.
|
Купаж для шампанизации→ |
Растворение компонентов при перемешивании и подогреве до 35-40 0С |
← Сахароза |
|
↓ |
||
|
Фильтрация ликера |
||
|
↓ |
||
|
Выдержка не менее 10-ти дней |
||
|
↓ |
||
|
Передача в тиражный цех |
Рис. 2.4. Технологическая схема приготовления тиражного ликера
Расы дрожжей, применяемые на ЗШВ, ежегодно проверяются ИвиВ «Магарач». Подготовку производственной разводки начинают в лаборатории завода и осуществляют методом постепенного накопления биомассы дрожжей и повышения их физиологической активности путем последовательных пересевов на питательные среды.
Для первых четырех генераций дрожжей применяют единую питательную среду с содержанием спирта 10-11 % об., сахара 5-6 г/100 см3 и титруемой кислотности 7-8 г/дм3.
Стерилизацию питательной среды проводят нагреванием до 85-90 0С с выдержкой 15 минут. Размножение дрожжей всех генераций проводят при температуре 15-18 0С.
Дрожжи размножают в нарастающих объемах от пробирки до колбы (10 – 250 – 500 - 3000см3), пересевая их в период бурного брожения. Из трехлитровых колб дрожжи переводят в дрожжевые аппараты. Полученную в этих аппаратах пятую регенерацию дрожжей используют для приготовления производственных разводок.
Производственные разводки дрожжей готовят на обработанных купажированных виноматериалах и ликере. Питательную среду подвергают обеспложивающей фильтрации или пастеризации.
|
Купажный виноматериал → Сахароза → |
Растворение компонентов при перемешивании и подогревании до 35-40 0С |
←Дешампанизированный пропастеризованный виноматериал |
|
↓ |
||
|
Лимонная кислота → |
Растворение компонентов при перемешивании |
← Коньячный спирт |
|
↓ |
||
|
H2SO3 → |
Сульфитация дозой 25-30 мг/дм3 |
|
|
↓ |
||
|
Фильтркартон → |
Первая фильтрация |
|
|
↓ |
||
|
Выдержка не менее 100 дней |
||
|
↓ |
||
|
Фильтркартон → |
Вторая фильтрация |
|
|
↓ |
||
|
H2SO3 → |
Сульфитация дозой 25-30 мг/дм3 |
|
|
↓ |
||
|
Передача в цех шампанизации |
Рис. 2.5. Технологическая схема приготовления экспедиционного ликера
Поскольку темой дипломного проекта является реконструкция цеха виноматериалов и отделения тиража и выдержки кюве, далее не рассматривается оформление готовых бутылок с шампанским и их экспедиция.
2.4. Подбор технологического оборудования
Для учета продукции, при приемке виноматериалов, при ассамблировании и купажировании необходимы мерники. В цеху виноматериалов устанавливаются стационарные технические мерники, предназначенные для объемного измерения продукции методом налива или слива. Используются мерники стационарные цилиндрические моделей Г4-ВИЦ-250, Г4-ВИЦ-1000 и конические модели 839.
Таблица 2.2 – Характеристика стационарных мерников
|
Показатели |
839 |
Г4-ВИЦ-250 |
Г4-ВИЦ-1000 |
|
Номинальная вместимость, дал |
75 |
250 |
1000 |
|
Класс точности |
1 |
1 |
1 |
|
Пределы измерения, дал |
15-75 |
250 |
1000 |
|
Габаритные размеры, мм: длина ширина высота |
850 850 2820 |
2840 1140 2110 |
3470 2020 3010 |
|
Масса, кг |
360 |
653 |
1750 |
Изготовитель мерников модели 839 – Полтавский МЗ, моделей Г4-ВИЦ –ОАО «Смелянский МЗ».
Для приемки и хранения шампанских виноматериалов и резерва применяем стальные эмалированные резервуары цилиндрической формы в горизонтальном исполнении с двумя эллиптическими днищами, а для приготовления оклеивающих веществ - вертикальній резервуар с якорной мешалкой и рубашкой. Изготовитель резервуаров – ОАО «Полтавхиммаш».
Таблица 2.3 – Характеристика резервуаров стальных эмалированных
|
Марка резервуара |
Вместимость, м3 |
Длина, мм |
Ширина, мм |
Масса, кг |
|
Сэн20-32-ВО-01 |
20 |
5150 |
2500 |
3700 |
|
Сэн25-32-ВО-01 |
25 |
6250 |
2500 |
4400 |
|
Сэн50-32-ВО-01 |
50 |
6960 |
3300 |
8900 |
|
Л4-ВХВ-5 |
5 |
1800 |
2000 |
1420 |
Для проведения ассамбляжей, купажирования, обработок виноматериалов, приготовления и хранения ликеров, дрожжевой разводки и тиражной смеси используем вертикальные резервуары из нержавеющей стали с мешалками. Производитель – Болоховский МЗ (Россия, Тульская обл., г. Болохов). Характеристика резервуаров приведена в таблице 2.4.
Таблица 2.4 – Характеристика резервуаров из нержавеющей стали
|
Марка резервуара |
Назначение |
Вмести-мость, м3 |
Ширина, мм |
Высота, мм |
Масса, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
А9-КЕН-ШВ.00.000-03 |
Для выдержки купажей |
39,5 |
3000 |
7650 |
3620 |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
А9-КЕН-ШВ.00.000-04 |
Для хранения ассамбля-жей и купажей |
25,0 |
2600 |
6000 |
2140 |
|
А9-КЕН-ШВ.00.000-07 |
Для выдержки ликеров |
20,0 |
2600 |
4800 |
2780 |
|
А9-КЕН.00.000-04 |
Для купажирования |
50,0 |
3000 |
8350 |
5200 |
|
А9-КЕН-В-Ю.00.000 |
Для генерации ЧКД |
2,0 |
1100 |
2747 |
300 |
Для приготовления растворов оклеивающих веществ (бентонита, рыбного клея) используем вертикальный эмалированный реактор с мешалкой и рубашкой марки Л4-ВХВ-5, характеристика которого приведена в табл. 2.3.
Для дозирования обрабатывающих веществ в виноматериалы используем дозировочный электронасосный агрегат типа «Rinar» - НД 1,0 100/250К14А производительностью 100 дм3/ч, массой 910 кг.
При операциях по перекачиванию продуктов используются центробежные насосы марки ВЦН-20 - консольно-моноблочные, одноступенчатые, с самовсасывающими механизмами, состоящие из насоса, всасывающего устройства, рамы с тележкой и электрооборудования. Рабочее колесо насоса – открытого типа.
Для отжима клеевых осадков используется барабанный вакуум-фильтр фирмы Padovan модели Taylolux 6, состоящий из подающего насоса и горизонтального вращающегося барабана, наполовину погруженного в фильтруемую жидкость. Внутри барабана поддерживается вакуум. Фильтрат удаляется из внутреннего пространства барабана через центральную ось. Фильтрующий элемент – намывной слой диатомита. Производительность пресса – 0,75 м3/ч.
Для обработки купажа холодом используется установка для обработки холодом, работающая на фреоне марки Cadalpa производительностью 0,9 м3/ч. Выдержка виноматериалов на холоде производится в термоизолированных эмалированных резервуарах, фильтрация – на пластинчатом фильтре при температуре охлаждения.
Для различных видов фильтрации продукции используем пластинчатый фильтр-пресс Delta (фирмы Gianazza) с размерами пластин 60х60, производительностью 9 м 3/ч. В качестве фильтрующих пластин применяется фильтркартон немецкой фирмы Seitz, изготовленный из сверхчистых, тщательно подготовленных элементов: целлюлозы, кизельгура и перлитов (без добавления асбеста). На заводе применяется фильтркартон для грубой фильтрации (Seitz-K 700), для тонкой - (Seitz-K 200) и для обеспложивающей - (Seitz-KS 80).
Для розлива тиража используется фасовочная машина ВРА-6Л производительностью 6 тыс.бут/ч, относящаяся к разливочным машинам барометрического типа и состоящая из чугунной станины и карусели с фасовочными устройствами клапанного типа. Розлив в бутылку осуществляется по уровню.
Укупорочная машина ВУУ-0,5 предназначена для укупоривания бутылок разнообразными пробками, состоит из станины, привода, стола подачи и выгрузки бутылок, укупорочной карусели, бункера-питателя, пробкопровода и воздуховода. Бутылки с тиражной смесью укупоривают полиэтиленовой тиражной пробкой и на следующем укупорочном автомате закрепляют скобой.
Для проведения ремюажа используют пюпитры деревянные марки ПШ-НМЗ. Пюпитр представляет собой две створки из дубовых досок, связанные сверху шарнирами, а внизу – цепочкой, которая позволяет раздвинуть створки на расстояние 100-120 см. Каждая створка имеет 10 горизонтальных и 6 вертикальных рядов косых отверстий.
Техническая характеристика пюпитра ПШ-НМЗ
Количество гнезд, шт……………………. 120
Габаритные размеры, мм……………1450 / 720 / 100
Масса, кг…………………………………..55
Замораживание горлышка бутылок с осадком осуществляют путем опускания их в ванну с охлаждающей жидкостью при температуре
–12-18 0С. Замораживание осадка осуществляется раствором хлористого кальция температурой – 25 0С. Производительность камеры 300 бут в час.
После операции дегоржажа, выполняемой вручную, бутылки поступают на ликерододозирующий полуавтомат, работающий в изобарическом режиме. Машина в автоматическом режиме выполняет следующие операции: отбор игристого вина из бутылок до заданного уровня, дозирование ликера в бутылках по объему, долив бутылки вином до заданного уровня. Загрузка бутылок в машину и удаление из нее производятся вручную.
Полуавтомат имеет следующую техническую характеристику:
Производительность, бут./ч………………………… 150
Пределы дозировки, г/дм3…………………………10-120
Мощность привода, кВт……………………………..0,6
Габаритные размеры, мм……………………..1070 / 870 / 1850
Масса, кг……………………………………………433
Транспортер для перемещения бутылок Б2-ВР2М/9 имеет следующие характеристики:
Производительность, бут./ч………………………….7600
Установленная мощность, кВт……………………….9,8
Габаритные размеры, мм
Длина…………………………………………………97000
Высота……………………………………………….1443
Ширина (накопителя)…………………………………570
Длина транспортировки………………………………44000
Масса, кг……………………………………………….4400
Укупоривание бутылок корковыми пробками осуществляется нв автомате Б3-ВРМ/1, имеющем следующие характеристики:
Производительность, бут. /ч……………………………6600
Число укупорочных устройств, шт……………………10
Установленная мощность, кВт…………………………8,5
Габаритные размеры, мм……………………….4880 / 2890 / 2970
Мюзлевочная машина Б2-ВМР/3 предназначена для закрепления мюзле на горлышке бутылки. Техническая характеристика машины следующая:
Производительность, бут./ч………………………………6600
Число мюзлевочных головок, шт………………………..12
Потребляемая электроэнергия, кВт.ч……………………1,3
Габаритные размеры, мм……………………….1850 / 1700 / 2600
После мюзлевания бутылки направляются в автомат для визуальной инспекции В6-ВИА.
Производительность, бут./ч ………………………2600 – 6600
Установленная мощность, кВт………………………0,37
Габаритные размеры, мм………………………1600 / 850 / 2000
После бракеража бутылки направляются на контрольную выдержку, для чего их укладывают в штабели на срок не менее 20 дней.
2.5. Аппаратурно - технологическая схема
Виоматериалы от поставщиков принимаются через мерники 1 и 2 по сортам на хранение в резервуары 3. Ассамблирование по сортам в более крупные партии проводится в резервуаре 4, где также проходит обработка. Осветленные виноматериалы снимаются с осадка с фильтацией 5 , а осадки фильтруются через диатомитовый фильтр 26. Обработанный ассамбляж выкачивается в резервуары 3, в которых хранится до купажирования. Часть ассамбляжа выделяется в резерв 3а. Купажирование проводится в резервуарах 6, где проводится обработка купажа. Снятие купажа с осадка проводится с одновременной фильтрацией 5, клеевые осадки также фильтруются 26. Купаж обрабатывается холодом 7, выдерживается в термоизолированных емкостях 8 и фильтруется 5а. Обработанный купаж отправляется на отдых не менее 30 дней в резервуары 9 и 10, часть купажа отправляется в резерв для відержки 3а. После отдыха купаж направляется на приготовление тиражной смеси в резервуары 12. Из сборников 11 в резервуар 12 выкачивается тиражный ликер, а из дрожжанки 13 – дрожжевая разводка. Приготовленная тиражная смесь разливается в бутылки 14, бутылки подаются по транспортеру 15 в укупорочный автомат 16 и автомат для надевания скобы 17, после чего бутылки укладываются в штабели 18. Бутылки с шампанизированным кюве загружаются в пюпитры 19 на ремюаж, после ремюажа попадают в ванну для замораживания осадка 20 и поступают на дегоржаж. На дозировочном автомате 21 задается экспедиционный ликер и бутылки доливаются по объему. Затем бутылки укупориваются пробкой 22, которая закрепляется мюзле 23, и проходят инспектирование 24. Укупоренные бутылки укладываются на контрольную выдержку в штабели 25.
2.6. Продуктовые расчёты
2.6.1 . Расчет основных продуктов
Нормы потерь и отходов продукции при технологических операциях представлены в таблице 2.5. Расчет проведен на 1000 бутылок шампанского, прошедших контрольную выдержку перед оформлением бутылок.
Таблица 2.5 – Нормы потерь и отходов при технологических операциях
|
Наименование операций |
Потери, % |
Отходы, % |
|
1 |
2 |
3 |
|
1. Контрольная выдержка |
0,55 |
0,2 |
|
2. Потери при приготовлении экспедиционного ликера: - перекачка виноматериалов для приготовления ликера - потери при выдержке - переливка |
0,85 0,09 0,35 0,09 |
0,1 - - - |
|
3.Потери при дегоржаже |
3,15 |
3,08 |
|
4.Потери при ремюаже |
0,65 |
0,2 |
|
5.Потери при обработке холодом |
0,55 |
0,05 |
|
6.Потери к концу 3-го года выдержки |
1,33 |
0,35 |
|
1 |
2 |
3 |
|
7. Потери к концу 2-го года выдержки |
0,38 |
0,24 |
|
8.Потери к концу 1-го года выдержки |
1,37 |
0,26 |
|
9.Потери при брожении и 1-ой перекладке |
0,86 |
0,32 |
|
10.Потери при тираже |
0,17 |
0,18 |
|
11. Потери при приготовлении бентонита |
0,21 |
- |
|
12.Потери при приготовлении питательной среды |
0,35 |
- |
|
13.Потери при приготовлении тиражного ликера |
0,67 |
0,1 |
|
14.Потери при перекачке купажа в тиражный цех |
0,09 |
- |
|
15.Потери при 2-й фильтрации купажа |
0,24 |
- |
|
16. Потери при обработке холодом и фильтрации купажа |
0,59 |
- |
|
17. Потери при снятии купажа с осадков с фильтрацией |
0,24 |
0,15 |
|
18. Потери при купажировании и оклейке купажа |
0,30 |
- |
|
19. Потери при снятии с клеевых осадков с фильтрацией ассамбляжа |
0,24 |
0,15 |
|
20. Потери при ассамблировании и обработке |
0,30 |
- |
|
21. Потери при приемке виноматериалов в цех |
0,09 |
- |
|
22. Потери при приемке виноматериалов на рампе |
0,09 |
- |
Ассортимент выпускаемого шампанского в процентном отношении представлен в таблице 2.6.
Таблица 2.6 – Ассортимент продукции АЗШВ
|
Наименование |
Выпуск, % |
Выпуск, количество бутылок |
Кондиции шампанского |
||
|
Спирт, % об |
Сахар, % |
Титруемая кислотность, г/дм3 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Брют |
10 |
100 |
11,5 |
1,0 |
7,0 |
|
Сухое |
5 |
50 |
11,5 |
2 |
7,5 |
|
Полусухое |
75 |
750 |
11,5 |
4 |
7,5 |
|
Специальных наименований |
10 |
100 |
11,5 |
4 |
7,5 |
|
Всего: |
100 |
1000 |
|||
1. Контрольная выдержка шампанского перед оформлением бутылок (потери 0,55 % и отходы 0,2 %):
1000 * (100 + 0,55) / 100 = 1005,5 бут
1000 * (100 + 0,2) / 100 = 1002,0 бут
1005,5 + 1002,0 – 2000,0 = 7,5 бут
2. Для расчета необходимого количества экспедиционного ликера вычислим требуемое количество сахара в г.
Таблица 2.7 – Расчет количества сахара
|
Наименование |
Количество бут. |
Количество дал |
Количество сахара, г |
|
Брют |
100,75 |
7,556 |
0,756 |
|
Сухое |
50,375 |
3,778 |
0,756 |
|
Полусухое |
755,625 |
56,671 |
22,668 |
|
Спец.наименований |
100,75 |
7,556 |
3,024 |
|
Итого: |
1007,5 |
75,661 |
27,204 |
Кондиции экспедиционного ликера: сахаристость 70-80 %, спиртуозность 11,5 % об., титруемая кислотность 7,5 г/дм3.
Количество ликера (потери 0,85 %, отходы 0,1 %):
переводим количество сахара в объем: (27,204 * 10) / 70 =3,886 дал
(3,886 * 100) / (100 – 0,85 – 0,1) = 3,923 дал; 3,923 – 3,886 = 0,037 дал
Потери – 0,033 дал, отходы – 0,004 дал
Расчет количества сахарозы
В 1 литре содержится сахара: (3,923 * 70) / 10 = 27,461 кг
Массовая доля чистой сахарозы равна 99,95 %, тогда:
(27,461 * 100 * 0,95) / 99,95 = 26,101 кг
Предварительный расчет виноматериала без учета добавления коньячного спирта и лимонной кислоты:
3,923 – (26,101 * 0,623) / 10 = 2,297 дал,
где 0,623 – объем, занимаемый 1 кг сахара при растворении, дал;
10 – коэффициент перевода кг в дал
Расчет количества коньячного спирта
Спиртуозность коньячного спирта 65 % об., спиртуозность виноматериала 11,5 % об. (при исходной 10,5 % об.), тогда:
(3,923 * 11,5 – 2,297 * 10,5) / (65,0 – 10,5) = 0,385 дал
Следовательно, для приготовления ликера используем виноматериала: 2,297 – 0,385 = 1,912 дал
Расчет вносимой лимонной кислоты при необходимой кислотности 7,5 г/дм3:
[(3,923 * 7,5 – 1,912 * 7,5) * 10 * 0,93 * 100] / 1000 * 99,0 = 0,141 кг
Окончательный расчет количества коньячного спирта
(0,141 * 0,648 * 11,5) / 10 * (65 – 10,5) = 0,001 дал
0,385 + 0,001 = 0,386 дал
Для приготовления экспедиционного ликера необходимо виноматериала: (2,297 –0,386) – (0,141 * 0,6) / 10 = 1,903 дал
На приготовление ликера направляется скупажированный виноматериал года закладки тиража со всеми технологическими потерями при выдержке на 3-м году, а именно:
-при подаче виноматериала в резервуар для приготовления ликера 0,09 %;
- потери при хранении на 3-м году выдержки в резервуарах 0,35 %;
- потери при переливке 0,09 %,
Всего потерь – 0,53 %
Поступление виноматериалов на начало 3-го года выдержки с учетом потерь: (1,903 * 100) / (100 – 0,53) = 1,913 дал
Потери: 1,913 – 1,903 = 0,01 дал
Потери при выдержке на 2-м году (0,35 + 0,09 = 0,44 %):
(1,913 * 100) / (100 – 0,44) = 1,921 дал; 1,921 – 1,913 = 0,008 дал
Потери на первом году выдержки будут учтены позднее.
Расчет коньячного спирта
При хранении коньячного спирта в закрытом помещении при температуре 15 0С в бочках емкостью до 60 дал в течение 1 года, он подвергался одной перекачке, при этом потери безводного спирта – 0,4 %.
К этому количеству прибавляются потери при транспортировке на завод (0,044 %) и при приемке (0,087 %). Общие потери – 0,531 %.
(0,386 * 100) / (100 – 0,531) = 0,388 дал 0,388 – 0,386 = 0,002 дал
Состав экспедиционного ликера представлен в таблице 2.8.
Таблица 2.8 – Состав экспедиционного ликера
|
Компоненты состава |
Количество |
Спирт, дал а/а |
Сахар, кг |
Кислота, кг |
|
Виноматериал, дал |
1,903 |
0,199 |
1,427 |
|
|
Коньячный спирт, дал |
0,386 |
0,250 |
||
|
Сахар, кг |
26,101 |
27,461 |
||
|
Лимонная кислота, кг |
0,141 |
1,519 |
||
|
Итого: |
3,924 |
0,449 |
27,461 |
2,946 |
(1,903 * 10,5) /100 = 0,199 дал (1,903 *10 * 7,5) / 100 = 1,427 кг
(1,427 * 0,99) / 0,93 = 1,519 кг (0,386 * 65) / 100 = 0,250дал
Проверка правильности расчета экспедиционного ликера
Количество ликера
1,903 + 0,386 + (26,101 * 0,623) / 10 + (0,141 * 0,648) / 10 = 3,924 дал
Объемная доля спирта: (0,449 * 10) / 3,924 =11,5 % об.
Массовая концентрация сахаров: (27,461 * 10) / 3,924 = 70 г/100 см3
Титруемая кислотность: (2,946 * 10) / 3,924 = 7,5 г/дм3
3. Потери при дегоржаже
Проводим дегоржаж с предварительным охлаждением горлышка бутылок. Количество бутылок, поступающего после дегоржажа за вычетом экспедиционного ликера: 3,886 / 0,075 = 51,8 бут
1007,5 - 51,8 = 955,7 бут. поступает на дегоржаж
Потери 3,15 %, отходы 3,08 %:
(955,7 * 100) / (100 – 3,15 – 3,08) = 1019,2 бут;
1019,2 – 955,7 = 63,5 бут
4. Потери при ремюаже кюве (потери 0,65 %, отходы 0,2 %):
(1019,2 * 100) / (100 – 0,65 – 0,2) = 1027,9 бут
1027,9 – 1019,2 = 8,7 бут
5. Потери при обработке холодом (потери 0,55 %, отходы 0,05 %):
(1027,9 * 100) / (100 – 0,55 – 0,05) = 1034,1 бут
1034,1 – 1027,9 = 6,2 бут
6. Потери к концу 3-го года выдержки (потери 1,33, отходы 0,35%):
(1034,1 * 100) / (100 – 1,33 – 0,35) = 1051,8 бут
1051,8 – 1034,1 = 17,7 бут.
7. Потери к концу 2-го года выдержки (потери 0,38, отходы 0,24 %)
(1051,8 * 100) / (100 – 0,38 – 0,24) = 1058,4 бут
1058,4 – 1051,8 = 6,6 бут.
8. Потери к концу 1-го года выдержки (потери 1,37, отходы 0,26 %) (1058,4 * 100) / (100 – 1,37 – 0,26) = 1075,9 бут
1075,9 – 1058,4 = 17,5 бут.
9. Потери при брожении и первой перекладке (потери 0,86, отходы 0,32 %): (1075,9 * 100) / (100 – 0,86 – 0,32) = 1088,7 бут
1088,7 – 1075,9 = 12,8 бут.
10. Потери при тираже (потери 0,17 %. отходы 0,18 %):
(1088,7 * 100) / (100 – 0,17 – 0,18) = 1092,5 бут
1092,5 – 1088,7 = 3,8 бут
11. Приготовление тиражной смеси
Кондиции тиражной смеси: объемная доля спирта 11,0 %, массовая концентрация сахара 2,2 г/100 см3, титруемая кислотность 8,0 г/дм3 .
Тиражная смесь состоит из розливостойкого купажа, тиражного ликера, разводки ЧКД, 20 %-ной суспензии бентонита, лимонной кислоты (до 1 %).
а) Количество тиражной смеси, переведенное в дал:
1092,5 * 0,075 = 81,94 дал
б) Расчет лимонной кислоты
(81,94 * 10 * 0,93 * 100) / (1000 * 10 * 99,0) = 0,076 кг
в) Расчет бентонита при дозировке 20 г/дм3:
(81,94 * 20) / (10 * 1000) = 0,163 кг
20 % суспензия: (0,163 * 100) / (20 * 10) = 0,081 дал:
в том числе воды: 0,081 – (0,163 * 0,36) / 10 = 0,075 дал
Потери при приготовлении бентонита 0,21 %:
(0,163 * 100) / (100 – 0,21) = 0,1633 дал. Потери – 0,0007 дал
г)Для приготовления винно-водной суспензии необходимо виноматериалов: 0,163 – 0,075 – 0,006 = 0,082 дал
д) Разводка ЧКД
Кондиции дрожжевой разводки: Объемная доля спирта 10,1 %; массовая концентрация сахара 0,1 г/100 см3; массовая концентрация титруемых кислот 7,5 г/дм3. Количество вводимой разводки – 4 %:
(81,94 * 4) / 100 = 3,277 дал
12. Потери при приготовлении питательной среды (0,35 %):
(3,277 * 100) / (100-0,35) = 3,288 дал
3,288 – 3,277 = 0,011 дал
Кондиции питательной среды: сахаристость 2,0 г/100 см3, кислотность 7,5 г/дм3. При таких кондициях спиртуозность будет равна:
10,8 – (2,0 – 0,1 – 1,0) * 0,6 = 10,26 % об.
Количество засевных дрожжей второй генерации
Принимаем, что дрожжи 2-й генерации составляют 10 % от количества питательной среды
(3,288 * 10) / (100 + 10) = 29,8 дал
Состав питательной среды
Принимаем сахаристость ликера 50 % в расчете на инвертный сахар, тогда количество тиражного ликера для питательной среды:
(3,288 * 10) / 50 = 0,657 дал
Количество виноматериала будет равно:
3,288 – 0,657 = 2,631 дал
Приготовление тиражного ликера
Ликер готовится из купажа и крупнокристаллического сахара:
(81,94 * 2,2) – (3,288 * 0,1) / 50 + 0,657 = 4,255 дал
13. Потери при приготовлении тиражного ликера (потери 0,67 и отходы 0,1 %):
(4,255 * 100) / (100 – 0,67 – 0,1) = 4,288 дал
4,288 – 4,255 = 0,033 дал
Кондиции купажа: объемная доля спирта 11,0 %, кислотность 8,0 г/дм3.
Сахара в ликере: (4,288 * 50) / 10 = 21,44 кг
Потребность в сахаре с массовой долей чистой сахарозы 99,95 % :
(21,44 * 100 * 0,95) / 99,95 = 20,378 кг
Количество обработанного купажа:
4,288 – (21,44 * 0,623) / 10 = 2,953 дал
Объемная доля спирта в тиражном ликере составит:
(2,953 * 11) / 4,288 = 7,6 %
Титруемая кислотность:
(2,953 * 8) / 4,288 = 5,5 г/дм3
Проверка принятых кондиций тиражной смеси:
- объемная доля спирта: (2,631 * 11 + 0,657 * 7,6) / 3,288 = 10,3 %
- кислотность: (2,631 * 8 + 0,657 * 5,5) / 3,288 = 7,5 г/дм3
Количество обработанного розливостойкого виноматериала:
81,94 – (0,076 * 0,648) / 10 – 0,081 – 3,288 – 4,288 = 74,279 дал
Таблица 2.9 – Состав питательной смеси
|
Состав ликера |
Количество |
Спирт, дал |
Сахар,дал |
Кислота,дал |
|
Купаж, дал |
74,279 |
8,171 |
5,943 |
|
|
Бентонит, дал |
0,081 |
- |
- |
- |
|
Тиражный ликер, дал |
4,288 |
0,320 |
1,797 |
0,185 |
|
Разводка ЧКД, дал |
3,277 |
0,359 |
0,003 |
0,198 |
|
Итого: |
81,950 |
8,850 |
1,800 |
6,326 |
Проверка кондиций
Объемная доля спирта: (8,850 * 100) / 81,950 = 10,8 %
Массовая концентрация сахара: (1,800 * 100) / 81,950 = 2,2 г/100 см3
Массовая концентрация кислот: (6,326 * 100) / 81,950 = 7,7 г/дм3
14.Потери при перекачке купажа в тиражный цех (0,09 %):
(74,279 * 100) / (100 – 0,09) = 74,345 дал
74,345 – 74,279 = 0,066 дал
15. Потери при 2-й фильтрации купажа (0,24 %)
(74,345 * 100) / (100 – 0,24) =74,523 дал
74,523 – 74,345 = 0,178 дал
16. Потери при обработке холодом и фильтрации купажа (0,59 %):
(74,523 * 100) / (100 – 0,59) = 74,965 дал
74,965 – 74,523 = 0,442 дал
17. Потери при снятии купажа с осадков с фильтрацией (потери 0,24 %, отходы 0,15 %):
(74,965 * 100) / (100 – 0,24 – 0,15) = 75,258 дал
75,258 – 74,965 = 0,293 дал
18. Потери при смешивании и оклейке купажа (0,30 %):
(75,285 * 100) / (100 – 0,30) = 75,511 дал
75,511 – 75,285 = 0,226 дал
19. Потери ассамбляжа при снятии с клеевых осадков с фильтрацией (потери 0,24 %, отходы 0,15 %):
(75,511 * 100) / (100 – 0,24 – 0,15) = 75,806 дал
75,806 – 75,511 = 0,295 дал
20. Потери при ассамблировании и обработке (0,30 %):
(75,806 * 100) / (100 – 0,30) = 76,034 дал
76,034 – 75,806 = 0,228 дал
21. Потери при приемке шампанских виноматериалов в цех (0,09 %):
(76,034 * 0,09) / (100 – 0,09) = 76,102 дал
76,102 – 76,034 = 0,068 дал
22. Потери при приемке шампанских виноматериалов на рампе:
(76,102 * 100) / (100 – 0,09) = 76,170 дал
76,170 – 76,102 = 0,068 дал
Сводный материальный баланс на 1000 000 бутылок представлен в таблице 2.10.
Таблица 2.10 – Сводный материальный баланс
|
Приход |
Расход |
||
|
Наименование |
Количество, дал |
Наименование |
Количество, дал |
|
Сухие виноматериалы |
76170 |
Шампанское |
75661 |
|
Сахар для ликеров |
1695 |
Потери виноматериалов |
1665,3 |
|
Коньячный спирт |
388 |
Отходы |
1067,7 |
|
Лимонная кислота |
141 |
||
|
Итого: |
78394 |
Итого: |
78394 |
Расход на 1000 000 бутылок материалов, согласно расчетам:
- сахара………………………………… 2721кг;
- лимонной кислоты…………………… 226 кг;
- спирта коньячного……………………. 388 дал а/а
2.6.2. Расчет вспомогательных материалов
Для производства шампанского необходимы основные и вспомогательные материалы. Основные материалы рассчитаны в предыдущем разделе. Расчет вспомогательных материалов приведен в таблице 2.11.
Таблица 2.11 – Расчет вспомогательных материалов
|
Наименование материалов |
Единица измерения |
Расход |
Расход на выпуск, . бут. |
Расход на выпуск, дал |
|
|
на 1 тыс. бут. |
на 1 тыс. дал |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Бутылки, тип У11 750 см3 |
шт. |
1134,5 |
1134500 |
||
|
Пробка экспедиционная |
шт. |
1039,0 |
1039000 |
||
|
Пробка корковая |
шт. |
1021,0 |
1021000 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Мюзле |
шт. |
1052,0 |
1052000 |
||
|
Скоба |
шт. |
1055,0 |
1055000 |
||
|
ЖКС |
кг |
0,16-2,25 |
157,0 |
||
|
Бентонит |
кг |
до 20,0 |
1568,0 |
||
|
Танин |
кг |
до 2,5 |
195,0 |
||
|
Клей рыбный |
кг |
0,1-0,2 |
14,0 |
||
|
Кислота лимонная |
кг |
2,9 |
226,0 |
||
|
Сахар |
кг |
34,7 |
2721,0 |
||
|
Коньячный спирт |
дал а/а |
4,95 |
388,0 |
||
|
Диоксид серы |
кг |
1,0 |
78,0 |
||
|
Картон фильтровальный |
кг |
11,5 |
901,0 |
||
|
Диатомит |
кг |
1,0-2,0 |
110,0 |
||
|
Сода каустическая |
кг |
1,2 |
280,0 |
||
2.7 Организация ТХМК после реконструкции
Лаборатория ТХМК является отдельным структурным подразделением ЗШВ, которая осуществляет технологических, химический и микробиологический контроль за основными и вспомогательными материалами и готовой продукцией на всех этапах технологического процесса на предмет соответствия объектов контроля требованиям стандартов и нормативной документации. После предлагаемой реконструкции объектами контроля микробиолога лаборатории являются факторы, описанные в таблице 2.11.
Таблица 2.11 – Схема лабораторного контроля технологического процесса
|
Стадия процесса |
Контролируемые параметры |
Пределы параметров |
Нормативный документ |
|
1 |
2 |
3 |
4 |
|
1.Прием в/м на рампе |
Контроль наличия в в/м свободного SO2; Наличие посторонней микрофлоры |
до 20 мг/дм3 Не более 3-х клеток диких дрожжей, 5-ти клеток МКБ и УКБ, отсутствие спор плесневых грибов |
ТУ 10-04- 05-41-89 |
|
2.Приготовление р-ра танина |
Растворимость танина в воде и спирте |
Наличие мелких частиц |
ТИ 07.01.10.01. 2002 |
|
3.Приготовление раствора ЖКС |
Растворимость кристаллов ЖКС |
Полная растворимость |
Инструкция по обработке вина ЖКС |
|
4.Приготовление суспензии бентонита |
Набухаемость бентонита Наличие посторонней микрофлоры |
Набухаемость до 80 % Не должен содержать постороннюю микрофлору |
ТИ 04.01.10. 01.2002 |
|
5.Пригот. р-ра рыбного клея |
Наличие посторонней микрофлоры |
Не должен содержать постороннюю микрофлору |
ТИ 03.01.10. 01.2002 |
|
6.Прием в/м в цех ассамлиро-вания |
Наличие солей тяжелых металлов Наличие посторонней микрофлоры |
До 20 мг/дм3 Не более 3-х клеток диких дрожжей, 5-ти клеток МКБ и УКБ, отсутствие спор грибов |
ТУ 10-04- 05-41-89 |
|
7.Обработка ассамбляжа |
Контроль процесса внесения обрабатывающих веществ |
Содержание железа не менее 3 мг/дм3 |
Инструкция по обработке |
|
8.Фильтрация ассамбляжа |
Наличие посторонней микрофлоры |
Не более 2-х клеток мертвых дрожжей; отсутствие других микроорганизмов |
ТИ 09.01.10. 01.2002 СИ 06.01.10. |
|
9.Хранение ассамбляжа |
Наличие посторонней микрофлоры |
Не более 2-х клеток мертвых дрожжей; отсутствие м/о |
Инструкция по м/б контр. |
|
10.Купажирова-ние в/м |
Наличие посторонней микрофлоры |
Не более 2-х клеток мертвых дрожжей; отсутствие м/о |
СИ 05.01.10. 01.2002 |
|
11.Обработка купажа |
Контроль обработки бентонитом и рыбным клеем |
Мутный виноматериал |
СИ 07.01.10. 01.2002 |
|
12.Обработка купажа холодом |
Температура обработки |
В пределах (-2) – (-5) 0С |
РИ 04.01.10. 01.2002 |
|
13.Отдых купажа |
Наличие посторонней микрофлоры |
Не более 2-х клеток мертвых дрожжей; отсутствие других микроорганизмов |
Инструкция по м/б контролю |
|
14.Подача купажа в тираж-ный цех и ликерное отдел. |
Контроль наличия в в/м свободного SO2; Наличие посторонней микрофлоры |
До 20 мг/дм3 Отсутствие посторонней микрофлоры |
Инструкция по м/б контролю |
|
15.Фильтрация купажа |
Наличие посторонней микрофлоры |
Отсутствие посторонней микрофлоры |
Инструкция по м/б контр |
|
1 |
2 |
3 |
4 |
|
16.Прием тираж-ного ликера |
Наличие посторонней микрофлоры |
Отсутствие посторонней микрофлоры |
Инструкция по м/б контролю |
|
17.Контроль дрожжевой разводки |
Наличие посторонней микрофлоры |
Отсутствие посторонней микрофлоры |
Инструкция по м/б контролю |
|
18.Суспензия бентонита |
Наличие посторонней микрофлоры |
Отсутствие посторонней микрофлоры |
Инструкция по м/б контролю |
|
19.Пробка п/эт., скоба перед укупоркой |
Наличие посторонней микрофлоры |
Отсутствие посторонней микрофлоры |
Инструкция по м/б контролю |
|
20.Тиражная смесь, ее розлив и укупорка |
Наличие посторонней микрофлоры в розливной машине |
Отсутствие посторонней микрофлоры |
Инструкция по м/б контролю |
|
21.Перекладки |
Наличие кулеза |
Отбраковка, слив |
ТИ 02.03.10. 01.2002 |
|
22.Обработка кюве холодом |
Температура рассола и кюве |
Температура, 0С - рассола от –10 до – 3; - кюве от –3 до + 1 |
ТИ 01.04.10. 01.2002 |
|
23.Дегоржаж |
Наличие включений |
Абсолютная прозрачность вина в бутылке |
ТИ 04.04.10. 01.2002 |
|
24.Дозировка кюве ликером |
Содержание свободной SO2 в бутылке |
Не более 20 мг/дм3 |
ТУ 10-04- 05-41-89 |
|
25.Укупорка и мюзлевание |
Глубина укупорки пробкой; Размеры мюзле |
Глубина укупорки 22-25 мм Размеры мюзле |
ТУ.У 202.13. 034-2000 |
|
26.Корковая пробка |
Наличие спор плесени |
Смыв с пробки не должен содержать микроорганизмов |
Инструкция по м/б контр. |
|
27.Контрольная выдержка |
Прозрачность, наличие кулеза |
Отбраковка продукции, слив брака |
ТУ.У 202.13. 034-2000 |
3. Инженерно-технологические расчёты
3.1. Расчеты технологического оборудования
Для расчета емкостного парка применяем формулу:
Np = [(Kвм / Чрд) * К * Т] / Е * Кз
где Nр – количество емкостей, шт;
Квм – количество виноматериалов, поступивших на операцию, дал;
Чрд – число рабочих дней;
К – коэффициент неравномерности поступления виноматериалов (1,5);
Т – время использования емкости, сут.;
Е – вместимость емкости, дал;
Кз – коэффициент заполнения емкости.
Для приемки 78,4 тыс. дал сухих виноматериалов на рампе потребуются:
1. Мерники различной вместимости (1000, 250 и 75 дал). Принимаем, что продолжительность приемки виноматериалов 3 мес. или 90 дней, Т = 1, Кз = 1: (78,4 / 90) * 1,5 * 1 / 1 *1 = 1,3 шт.
Принимаем:
- 1 мерник на 1000 дал;
- 1 мерник на 250 дал;
- 1 мерник на 75 дал.
2. Для приемки и хранения виноматериалов потребуются резервуары Сэн50 вместимостью 5,0 тыс. дал при продолжительности приемки 90 дней, Т – 15 дней и К з –1:
(78,4 / 90) * 1,5 * 15 / 5,0 = 3,92 = 4 шт (на 200 тыс. дал)
Для маневренности и долива дополна принимаем следующие резервуары: Сэн50 – 2 шт, Сэн 25-4 шт, общей вмесимостью хранения 200 тыс. дал.
3. Для ассамблирования и обработки потребуются резервуары А9-КЕН вместимостью 5 тыс.дал с мешалками при продолжительности
обработки 15 дней и длительности приемки 90 дней:
(78,4 / 90) * 1,5 * 15 / 5,0 = 3,92 = 4 шт.
4. Для купажирования ассамбляжей и обработки купажей понадобится такое же количество резервуаров А9-КЕН вместимостью 5,0 тыс. дал, т.е.,
4 шт.
5.Для хранения купажей используем резервуары А9-КЕН вместимостью 39,5 м3, приемка идет 180 дней, срок хранения 30 дней.
(78,4 /180) * 1,5 * 30 / 3,95 = 4,95 = 5 резервуаров.
6. Для хранения ассамбляжей используем резервуары А9-КЕН вместимостью 2,5 тыс. дал, приемка 120 дней, срок хранения 30 дней.
(78,4 / 120) * 1,5 * 30 / 2,5 =11,7 = 12 шт.
7. Для хранения резерва ассамбляжей и купажей используем резервуары Сэн20, которые будут установлены вторым ярусом в имеющимся хранилище. Для сохранения ассортимента завод испытывает потребность в резервуарах на 45 тыс. дал. Устанавливаем 23 резервуара общей вместимостью 46,0 тыс. дал
8. Для выдержки в течение 2-х суток купажей, обработанных холодом, в термостатированных резервуарах используем 2 резервуара А9-КЕН вместимостью по 2,0 тыс. дал, оборудованных мешалками и изоляцией. Одновременно можно обрабатывать холодом 4,0 тыс дал купажа.
9. Для приготовления тиражной смеси используем резервуар А9-КЕН с мешалками вместимостью 2,5 тыс. дал в количестве 1 шт.
10. Для приготовления и выдержки 10 суток тиражного и экспедиционного ликеров используются резервуары А9-КЕН вместимостью 2,0 тыс. дал, оборудованные мешалками в количестве 2 шт. Поскольку, согласно расчетам на весь объем понадобится по 3,0 тыс. дал каждого ликера, 2-х резервуаров будет достаточно.
11. Для приготовления производственной партии дрожжевой разводки используем резервуар А9-КЕН вместимостью 0,2 тыс. дал с мешалкой и рубашкой в количестве 1 шт.
12. Расчет необходимого количества технологического оборудования ведем по формуле:
Х = Q × Kн/(q × τ × M × n) ,
где Q – количество продукции, м3
Kн – коэффициент неравномерности поступления продукта
q - производительность машины, м3/ч;
τ - продолжительность рабочей смены, ч;
M – количество рабочих дней, сут;
n – число рабочих смен в сутки.
Для фильтрации продуктов шампанского производства через фильтркартон используется пластинчатый фильтр марки Delta (фирма Gianazza) с размерами пластин 60х60 . производительностью 9 м3 /ч, рабочих дней-15, длительность рабочей смены – 7ч, число смен – 1, количество фильтруемых продуктов при 4-х фильтрациях 3136 м3:
N = 3136 / (9 х 0,9 х 20 х 7 х 1) = 2,8 = 3 шт
Учитывая, что один пресс необходим для фильтрации на холоде и по одному прессу необходимо иметь на участках ассамблирования и купажирования, принимаем 3 фильтрпресса марки Delta.
13. Для отжима жидких клеевых осадков приобретаем и используем вакуумный барабанный пресс Taylolux6 производительностью 0,75м3/ч. Количество клеевых осадков составляет около 2,6 % от объема продукта. Оклейка проходит 2 раза, следовательно имеется 40 м3 осадков.
N = 40 / (0,75 х 10 х 7) = 0,76 = 1 шт.,
где : 10 – количество дней фильтрации, 7 – продолжительность смены, ч
14. Рассчитываем количество центробежных насосов для перекачиваний виноматериалов на различные операции (коэффициент использования – 6):
N = (784 х 6) / (20 х 0,7 х 7 х 10) = 4,8 = 5 шт
Используем насосы ВЦН-20 производительностью 20 м3/ч.
15. Для приготовления раствора оклеивающих веществ необходим аппарат, снабженный мешалкой и теплоносителем. По расчетам количество оклеивающих веществ в среднем составляет 3 % от объема обрабатываемых материалов – 47 м3, тогда :
N = 47 / (5 х 0,8 х7) =1,68 = 2 шт
0,8 – коэффициент заполнения реактора;
Используем 2 реактора эмалированных Л4-ВХВ-5, вместимостью 5 м3.
16. Для внесения обрабатывающих веществ в потоке применяем насос дозировочный марки НД1 в количестве 2-х шт.
17. Для розлива тиража используем линию, состоящую из аппаратов, входящих в типовые линии розлива тихих и игристых вин. производительностью 6 тыс. бут/ч. исходные данные которых приведены в таблице спецификации оборудования.
18. Для подготовки к операции дегоржажа используются пюпитры ПШ-НМЗ на 120 гнезд. Продолжительность закладки 90 дней, число закладок 3. Потребное количество пюпитров:
1134500 / (120 * 90*3) = 35,02 = 36 шт
Проведенные расчеты сведены в таблицу 3.1.
3.2 Энергетические расчёты
Основными потребителями электроэнергии на заводе является технологическое оборудование, принудительная вентиляция и лампы освещения.
Потребление электроэнергии технологическим оборудованием
Определяем потребление электроэнергии при производстве
78.4 тыс. дал шампанского. Для этого необходимо рассчитать время работы каждой единицы оборудования.
Для определения часового расхода электроэнергии проводим расчет по формуле:
E = (M * N) / П,
где: Е – потребляемая электроэнергия, кВт;
М – объем продукта на операцию, дал или т;
N– мощность электродвигателя, кВт;
П – производительность оборудования, дал/ч или т/ч или вместимость, м3
Расчет потребления электроэнергии для обработки ассамбляжей и купажей
1. Резервуары для купажирования и оклейки А9-КЕН различного объема. Резервуары используются около 5 раз, время работы каждой мешалки принимаем в среднем 6 часов.
Потребление электроэнергии составит:
Е = 784 * 5 * (2,5*13 + 5,0*8 + 2,0*4 + 2,5*1) / (25+50+20+2) =3354 кВт
2.Насосы центробежные ВЦН 20 для перекачки продуктов:
Потребное количество перекачек 6, количество насосов 5, тогда время работы насосов Т = (784 * 6) / (20 * 3) = 78 ч.
Потребление электроэнергии составит: 78 * 3,0 * 5 =1170 кВт
3. Барабанный вакуум-фильтр для фильтрации клеевых осадков
(40 м3), производительностью 0,75 м3/ч:
· Т =40,0 / 0,75 = 53 ч; П =53 * 5 = 265 кВт
4. Пластинчатые фильтры для фильтрации продуктов в количестве 3-х шт. Объем фильтраций: 784 * 4 = 3136 м3, производительность 9м 3/ч:
Т = 3136 / 9 = 348 ч П = 348 * 2,2 * 3 = 2297 кВт
5. Реактор для приготовления оклеивающих веществ вместимостью 5 м3, количество продукта 47 м3, количество циклов–10, время перемешивания по 6 ч: Т = 10 *6 = 60 ч. П = 60 * 2 * 2 = 240 кВт
6. Установка Cadalpa для охлаждения вина производительностью
0,9 м3/ч: Т = 784 / 0,9 = 871 ч; П = 871 * 55 = 4355 кВт
7.Насос дозировочный производительностью 0,1 м3/ч работает при задаче оклеивающих веществ: 47 / 0,1 = 470 ч; П = 470 * 1,0 = 470 кВт
Общее количество электронергии составляет 12151 кВт
Расчет потребления электроэнергии при розливе вина
Поскольку машины, задействованные в линии розлива работают в потоке, сложим мощности всех электродвигателей, сумма будет составлять 17,95 кВт. Время работы линии для розлива 1134500 бутылок при производительности линии 6000 бут/ч:
1134500 / 6000 * 0, 8 = 236 ч П = 236 * 17,95 = 4236 кВт
Суммарный расход электроэнергии: 12151 + 4236 = 16387 кВт
Учитывая потери электроэнергии 15 %, считаем, что нам понадобится 18845 кВт электроэнергии.
Расчет потребности в электроэнергии для освещения цеха
Площадь реконструируемых цехов –720 м2, высота – 10 м, высота подвески светильников – 6 – 8 м, продолжительность рабочей смены – 7 ч, количество смен – 1.
По требованию к освещенности помещения относятся к группе, не требующей большой точности при выполнении операций, поэтому принимаем освещенность – 150 лк. Устанавливаем лампы дневного света
ЛД-40.
Количество ламп находим по формуле определения светового потока:
F = (e * S * K * z) / u * n, где
e – необходимая освещенность, лк;
S – площадь помещения, м2;
K – коэффициент запаса = 1,5;
Z – поправочный коэффициент, учитывающий неравномерность освещения;
u – коэффициент использования светового потока;
n – необходимое количество ламп, шт;
F – световой поток 1-ой лампы.
Исходя из формулы светового потока, количество ламп п определяется по формуле: п = (е * S * K *z) / u * F;
Определяем поправочный коэффициент z по формуле:
Z = (a * b) / Hp * (a + b), где
а и b – соответственно длина и ширина помещения, м;
Нр – высота подвески светильника, м
Z цехов составляет :
(12 * 60) / 6 * (12 + 60) = 1,67;
Принимаем коэффициент отражения светового потока от потолка =
50 %, от стен – 30 %. При таких условиях и = 42 %.
Световой поток для ламп ЛД-40 составляет 1960, тогда количество ламп для освещения по цехам составит:
п = (150 * 720 * 1,5 *1,67) / 1960 *1,42 = 98 шт;
Поскольку в 1 светильнике 2 лампы, число светильников = 49 шт.
Определяем суточный расход электроэнергии на освещение: при продолжительности освещения 8 часов и мощности ламп 40 Вт:
48 * 8 * 40 / 1000 = 15,4 кВт/сут
В течение года на освещение понадобится: 15,4 * 250 = 3850 кВт
Всего расход электроэнергии составит: 18845+ 3850 = 22695 кВт
3.3. Расчет воды, пара и тепловые расчеты
Винодельческие заводы являются крупными потребителями воды питьевой и технического назначения. Вода расходуется на технологические нужды, на мойку оборудования, полов, подготовку некоторых вспомогательных материалов, проведение лабораторных анализов; на полив территории, на хозяйственно-бытовые потребности и т.п.
Проектирование водопроводов начинается с определения расчетного количества воды, которое находится по нормам водопотребления.
Расчет воды на питьевые нужды определяется по формуле:
Qnut = K * N * g * L * n , где
K – коэффициент часовой неравномерности потребления воды = 3;
N – число работающих в смену = 20 чел;
g – норма потребления = 25 л/чел.*смену;
L –количество рабочих дней в году = 250;
n –количество смен = 1
Q = 3 * 20 * 25 * 250 * 1 = 375000 л = 375 м3
Расчет потребности в воде на пользование душевыми:
Qдуш = g * a * 0.75 * N * L, где
a – коэффициент, учитывающий количество работающих душевых = 1;
g – норма расхода воды на 1 душевую сетку = 200 л/ч;
0,75 – коэффициент, учитывающий фактическое время работы душевых сеток при норме 45 мин;
Q = 200 * 1 * 0,75 * 20 * 250 = 752000 л = 752 м3 (376 м3 – холодной и 376 м3 горячей воды).
Расход воды на производственные нужды определяется ее расходом на отдельные технологические операции и мойку оборудования и помещений.
Расход воды на купажирование, обработку и розлив шампанского составляем пооперационно, результаты сводим в таблицу 3.2.
Суммарный расход воды составит 13139,0 м3.
Среднесуточный расход воды = 13139 / 250 = 52,6 м3.
Общий расход воды сведен в таблицу 3.4
Таблица 3.2 Расход воды на обработку и розлив шампанского
|
Операция |
Норма расхода воды, м3 |
Количест- во обраб. |
Объем обраб,м3 |
Кол-во оборуд. |
Всего расход воды, м3 |
|||
|
холод- ной |
горячей |
холод- ной |
горячей |
|||||
|
Мойка: емкостей прессов насосов автоматов линии розлива транспор- теров -бутылок |
0,6 0,9 0,16 0,6 0,5 1,0 |
0,5 0,7 0,16 0,6 0,4 0,9 |
5 20 80 50 50 3 |
807 0,0007 |
26 4 6 10 5 1134,5 |
2420,0 72,0 77,0 300,0 125,0 3404,0 |
2018,0 56,0 77,0 300,0 100,0 3063,0 |
|
|
Итого |
6398,0 |
5614,0 |
||||||
Таблица 3.4 – Общее потребление воды
|
Направление использования |
Холодная вода, м3 |
Горячая вода, м3 |
|
Питьевые нужды |
375,0 |
|
|
Душевые |
376,0 |
376,0 |
|
Обработка и розлив |
6398,0 |
5614,0 |
|
Всего: |
7149,0 |
5990,0 |
Расчет расхода пара
Расход пара будет складываться из затрат пара на нагревание воды для мойки оборудования и бутылок. На технологические нужды вода подогревается до 65 оС при начальной температуре воды 12 оС. Расход пара определяется по формуле:
D = (G * C (tk – tn) / (in – Ik), где:
G – количество горячей воды, кг
C – теплоемкость воды = 4,19
tk - конечная температура воды, оС
tn – начальная температура воды, оС
ik – теплосодержание конденсата = 428,6 кДж/кг
in - теплосодержание пара = 2687 кДж/кг
Д = (5990000 * 4,19 *(65 – 12) / (2687 – 428,6) = 589000 кг
Расход пара на мойку бутылок перед розливом определяется из расчета 5,0 кг/ тыс.бут:
Дбут. = 5,0 * 1134,5 = 5673 ,0 кг
Общий расход пара составит 594673 кг
Расчет затрат холода
Затраты холода складываются из его расхода на обработку купажа. Снижение температуры вина будет составлять примерно 20 оС. Определяем потребность в холоде по формуле:
Q = (C * Vc* d * p * K) / 1000, где:
C – теплоемкость 1 л вина – 3,0
Vc – объем продукта, л
P – плотность продукта, г/см3
D – содержание сухих веществ, %
K - степень сбраживания вина- 1,0
Qв = (3,0 * 784000 * 0,990 * 0,5 * 1) / 1000 = 1164,0 кДж
4. Автоматизация технологического процесса
Автоматизация производства – это этап машинного производства, который характеризуется освобождением от непосредственного выполнения человеком функций управления процессами и передачей этих функций техническим средствам – автоматическим системам и устройствам.
Повышенный износ технологического оборудования приводит к изменению его характеристик, что требует корректировки технологических регламентов. Ликвидация этих недостатков требует постоянного вмешательства в ход технологических процессов с целью повышения их эффективности. Значительную роль в решении этих проблем играет автоматизация производственных процессов.
4.1. Задание на разработку схемы автоматизации процесса
Техническое задание приведено в таблице 4.1.
Таблица 4.1 – Задание на разработку схемы автоматизации
|
№ п/п |
Машина, аппарат, агрегат |
Параметры. место отбора сигнала |
Допустимое значение параметра |
Вид автомати-зации |
Характер контроля или управления |
Дополни-тельные требования |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Мерник |
Уровень заполнения |
Верхний |
Контроль. управление |
Автоматичес-кое |
- |
|
2 |
Электродвига-тель центробеж-ного насоса |
Состояние |
- |
Управление |
Автоматичес-кое, ручное |
Пуск, остановка |
|
3 |
Резервуар для хранения вина |
Уровень заполнения |
Верхний |
Контроль. управление |
Автоматичес-кое |
- |
|
4 |
Резервуар для ассамблирования и обработки |
Уровень заполнения |
Верхний |
Контроль. управление |
Автоматичес-кое |
- |
|
5 |
Насос фильтр-пресса |
Состояние |
- |
Управление |
Автоматичес-кое, ручное |
Пуск, остановка |
|
6 |
Резервуар для купажирования и обработки |
Уровень заполнения |
Верхний |
Контроль. управление |
Автоматичес-кое |
- |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
7 |
Ультраохлади-тель |
Температура |
Верхний |
Контроль. управление |
Автоматичес-кое |
- |
|
8 |
Резервуар для выдержки обработанного холодом вина |
Уровень заполнения |
Верхний, -2 –3 0С |
Управление, контроль |
Автоматичес-кое |
- |
|
9 |
Резервуар для отдыха купажа |
Уровень заполнения |
Верхний |
Управление, контроль |
Автоматичес-кое |
- |
|
10 |
Резервуар для тиражного ликера |
Расход |
- |
Управление, контроль |
Автоматичес-кое |
- |
|
11 |
Купажный резервуар |
Уровень |
Верхний |
Управление, контроль |
Автоматичес-кое |
- |
4.2. Описание функциональной схемы технологического процесса
В мернике 1 установлен буйковый уровнемер LEA, который контролирует заполнение емкости до определенного уровня. При заполнении емкости на 9 м + 1 см срабатывает световая сигнализация и подача вина прекращается.
Контур 2. Виноматериал из мерника 1 подается в емкость 2, при этом открывается клапан 2-1 и спомощью центробежного насоса 3, который приводится в движение электродвигателем 2-2, перекачивается в емкость 2, где установлен буйковый уровнемер 2-3. При достижении в емкости уровня 9 м + 1 см срабатывает световая сигнализация, отключается насос и автоматически закрывается клапан.
Контур 3. В этом контуре ассамблированный виноматериал из емкости 2 подается в емкость 3 для купажирования и обработки. Открывается клапан 3-1 и начинает работать насос 6, приводимый в движение электродвигателем 3-2. В емкости 3 установлен уровнемер LEA (3-3), когда емкость заполнится на 8,5 м + 1 см срабатывает световая сигнализация, отключается насос и закрывается клапан.
Контур 4. Открывается клапан 4-1 емкости 3, откуда насосом 9, приводящимся в движение электродвигателем 4-2, обработанный купаж подается на фильтр-пресс. После фильтрации виноматериал заполняет емкость 5 до отметки 8 м + 1 см, при этом срабатывает световая сигнализация, отключается насос и закрывается клапан.
Контур 5. Из емкости 5 купаж перекачивается в емкость 6, при этом открывается клапан 5-1 и центробежным насосом, приводимым в движение электродвигателем 5-2, виноматериал подается в емкость 6, где установлен уровнемер 5-3. Как только виноматериал заполнит емкость на 9 м + 1 см, срабатывает световая сигнализация, отключается насос, закрывается клапан.
Контур 6. Открывается клапан 6-1 емкости 6, электродвигателем 6-2 приводится в движение насос, который подает виноматериал на фильтр-пресс, откуда он поступает на ультраохладитель, а затем в емкость 7 для обработки холодом. В ультраохладителе на выходе температура контролируется датчиком температуры ТЕ. В емкости 7 уровнемер 6-3, при заполнении емкости на 8 м + 1 см срабатывает световая сигнализация , прекращается работа насоса и закрывается клапан.
Контур 7. Емкость 7 оборудована рубашкой, в которую подается хладоагент (в данном случае рассол), он поступает в рубашку через клапан 7-2, который открывается и закрывается с помощью электродвигателя. На емкости установлен температурный датчик, и когда температура достигает минус 2-3 0 С, срабатывает звуковая сигнализация и прекращается подача рассола.
Контур 8. После обработки холодом купаж направляется в емкость 8 для выдержки. Открывается клапан 8-1 емкости 7 и с помощью центробежного насоса, снабженного электродвигателем 8-2, обработанный холодом купаж подается на фильтр-пресс и фильтруется. Отфильтрованный купаж заполняет емкость 8, которая оборудована уровнемером 8-3. При заполнении емкости на 9 м + 1 см включается световая сигнализация, отключается насос, закрывается клапан.
Контур 9. Выдержанный купаж направляют в тиражный резервуар 10 для приготовления тиражной смеси. Открывается клапан 9-1, включается электродвигатель 9-2, приводящий в движение насос, подающий купаж в резервуар 10. Резервуар оборудован уровнемером 9-3. При заполнении на 9 м + 1 см срабатывает световая сигнализация и прекращается подача купажа.
Контур 10. Емкость с тиражным ликером 9 снабжена дозатором, с помощью которого тиражная смесь дозируется в купаж до содержания в нем сахара 22 г/дм 3. Нужное количество ликера дозатором 10-1 с помощью насоса с электродвигателем 10-2 подается в резервуар для приготовления тиражной смеси.
Контур 11. Тиражный резервуар 10 снабжен мешалками для тщательного перемешивания тиражной смеси. Когда резервуар заполнится до нужного уровня, включаются мешалки, приводимые в движение электродвигателями 11-1 и 11-2.
4.3. Спецификация средств автоматизации
|
№ позиции |
Параметры среды |
Значение параметра |
Место расположе-ния средств автоматизации |
Наименование, тип средств автоматизации |
Техническая характерис-тика |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1-1 |
Уровень |
9 м + 1 см |
Мерник |
Уровнемер УБ-ЭБ |
Температура (-40 + 20) 0С Ру = 100 мм |
|
|
2-3 |
Уровень |
9 м + 1 см |
Емкость для ассамбляжа |
Уровнемер УБ-ЭБ |
||
|
3-3 |
Уровень |
Емкость для обработки ассамбляжа |
Уровнемер УБ-ЭБ |
|||
|
4-3 |
Уровень |
Емкость для хранения ассамбляжа |
Уровнемер УБ-ЭБ |
|||
|
5-3 |
Уровень |
9 м + 1 см |
Емкость для купажа и обработки |
Уровнемер УБ-ЭБ |
||
|
6-3 |
Уровень |
Емкость для обработки холодом |
Уровнемер УБ-ЭБ |
|||
|
8-3 |
Уровень |
9 м + 1 см |
Емкость для отдыха купажа |
Уровнемер УБ-ЭБ |
||
|
9-3 2-5 3-5 4-5 5-5 6-5 8-5 9-5 |
Уровень |
9 м + 1 см |
Емкость для приготовления тиражной смеси |
Уровнемер УБ-ЭБ Магнитный пускатель ПМЕ-222 Магнитный пускатель ПМЕ-222 Магнитный пускатель ПМЕ-222 Магнитный пускатель ПМЕ-222 |
||
|
Коммунтирующая мощность до 10 кВт Коммунтирующая мощность до 10 кВт |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
10-3 11-1 11-2 2-4 3-4 4-4 5-4 6-4 8-4 |
Уровень |
9 м + 1 см |
Емкость для приготовления тиражной смеси |
Магнитный пускатель ПМЕ-222 Магнитный пускатель ПМЕ-222 Магнитный пускатель ПМЕ-222 Датчик-реле температуры ТР-1-02Х |
Коммунтирующая мощность до 10 кВт Пределы срабатывания (-20)- (+10) 0С |
|
|
7-1 |
Температура |
(-2) – (-3) 0С |
Емкость для обработки холодом |
Датчик-реле температуры ТР-1-02Х |
Пределы срабатывания (-20)- (+10), основная допустимая погрешность + 0,5 0С |
|
|
10-1 |
Доза |
Расчетная |
Емкость для тиражного ликера |
Датчик-реле температуры ТР-1-02Х Расходомер со счетчиком ШЖ-40С-6 |
Наименьший расход 3 м/ч при скорости прохождения жидкости 1,1-6 ст |
Выводы
Автоматизация процесса приготовления шампанского классическим бутылочным способом снижает затраты труда обслуживающего персонала, облегчает управление технологическим процессом, уменьшаются энергозатраты, повышается надежность работы оборудования, ускоряется технологический процесс, улучшаются условия труда, повышается качество продукции.
5. Компоновка производственного цеха
5.1. Планировка и размещение технологического оборудования
ЗАО «Завод шампанских вин» расположен в восточной стороне г. Артемовска Донецкой области. Конфигурация площади завода сложная. Вспомогательные помещения расположены на склоне, а производственные цеха – в гипсовых выработках.
Территория завода благоустроена. Основные внутризаводские проезды и подъездные площадки имеют бетонное покрытие. Свободная от застройки, проездов и площадок территория озелена газонами и насаждениями. Ограждение завода сборное железобетонное.
Производственные цеха находятся на глубине 50-70 м под землей. Оборудование в цеху расположено с учетом проходов и проездов, имеются специально отведенные места для бытовых помещений.
Планировка производственных цехов составлена на основании аппаратурно-технологической схемы, габаритных размеров оборудования, проходов, проездов, а также с учетом норм, определяющих расстояние между оборудованием и стенами здания.
При размещении оборудования руководствовались следующими требованиями:
- обеспечение прямоточности в движении сырья, полуфабрикатов и готовой продукции;
- соблюдение заданных условий технологического процесса и последовательности размещения оборудования;
- обеспечение удобства обслуживания технологического оборудования;
- эффективное и полное использование производственных площадей;
- строгое соблюдение правил техники безопасности и противопожарной охраны;
- обеспечение кратчайших расстояний между оборудованием.
Согласно «Нормам технологического проектирования винодельческих заводов» (Гипропищепром – 2, 1981) при размещении оборудования следует предусматривать следующее:
- проходы между резервуарами не менее 1 м;
- расстояние между стеной и оборудованием не менее 1 м;
- основные проходы в местах постоянного пребывания рабочих и по фронту обслуживания оборудования (между наиболее выступающими частями) шириной не менее 0,8 м;
- проходы между аппаратами, а также аппаратами и стенами помещения при необходимости кругового обслуживания не менее 1 м;
- проходы между насосами не менее 0,8 м. При небольших размерах насосов разрешается установка двух или более насосов на одном фундаменте;
- при размещении прямоугольных аппаратов длиной более 1 м вдоль стены здания расстояние между стеной и аппаратурой не менее 0,8 м;
- расстояние от движущихся частей оборудования до стен не менее 1,2 м;
- при необходимости обслуживания оборудования на высоте более 1,5 м для доступа к нему должны быть устроены стационарные лестницы и площадки с ограждением.
Перечень производственных помещений Артемовского ЗШВ:
- цех виноматериалов - 19011 м2;
- ликерное отделение - 1236 м2;
- цех розлива тиражной смеси - 2111 м2;
- тоннели для выдержки кюве - 47820 м2;
- цех ремюажа и дегоржажа - 33995 м2;
- цех отделки:
контрольная выдержка - 2756 м2;
отделка - 645 м2;
- лаборатория - 107 м2;
- вспомогательные цеха и службы - 5242 м2.
В структуре производства – 4 основных и 5 вспомогательных участков.
5.2. Разрезы продольные и поперечные
Помещение цеха виноматериалов, отделения тиража и выдержки кюве находятся на глубине 50 м. Высота штольни колеблется от 10 до 15 м.
Стены и потолок отделки не имеют. В отдельных частях цеха построены декоративные стенки.
Вентиляция – приточно-вытяжная с естественным возбуждением.
Освещение производственных помещений осуществляется с помощью люминисцентных ламп дневного света.
В производственном здании предусмотрено следующее инженерное санитарно-гигиеническое оборудование:
- водопровод объединенный (хозяйственно-питьевой, производственный и пожарный);
- канализация объединенная (производственная и хозяйственно-бытовая);
- электроснабжение силового оборудования – от низковольтных сетей напряжением 380/220 В.
6. Мероприятия по охране труда и окружающей среды
6.1.Организация охраны труда на предприятии
Охрана труда – это система правовых, социально-экономических, организационно-технических, санитарно-гигиенических и лечебно-профилактических мероприятий и средств, направленных на сохранение жизни, здоровья и трудоспособности человека в процессе трудовой деятельности.
Верховной Радой Украины 14 октября 1992 года был принят Закон «Об охране труда». Этот Закон, а также «Кодекс законов о труде» являются основной законодательной базой охраны труда в стране.
Закон Украины «Об охране труда» определяет основные положения по реализации конституционного права работников на охрану их жизни и здоровья в процессе трудовой деятельности, на надлежащие, безопасные и здоровые условия труда, регулирует при участии соответствующих органов государственной власти отношения между работодателем и работником по вопросам безопасности, гигиены труда и производственной среды и устанавливает единый порядок организации охраны труда в Украине
Управление охраной труда на предприятии в целом осуществляет его руководитель (работодатель), а в цехах, отделах, службах начальники этих подразделений. Координирует эту деятельность служба охраны труда.
На видных местах каждого производственного участка должны быть:
1) инструкция по технике безопасности;
2) инструкция по пожарной безопасности;
3) технологическая схема производства;
4) схема эвакуации производственного персонала при авариях;
5) перечень мер и средства оказания первой помощи при воздействии
на работающих опасных и вредных производственных факторов.
Все инструктажи (кроме вводного) проводит непосредственно начальник работ. Проверка знаний осуществляется устным опросом. Инструктажи оформляются в специальном журнале.
Предприятия обязаны создавать на предприятиях безопасные и безвредные условия труда: микроклимат в цехах , допустимый уровень шума, электро- пожаробезопасность, отсутствие вредных выбросов, безопасную работу технологического оборудования. Цеха должны быть оборудованы средствами пожаротушения (огнетушители, багры, ломы, лопаты, пожарные ведра и запасы песка). Рабочие должны быть обеспечены спецодеждой и средствами индивидуальной и коллективной защиты.
6.1.1. Состояние и анализ охраны труда на Артемовском ЗШВ
Артемовский ЗШВ является предприятием, размещенным в подземных отработанных гипсовых выработках, поэтому на него распространяются особые требования охраны труда. Предприятие имеет маркшейдерскую и геологическую документацию, а также документацию по наблюдению за деформацией используемых выработок. Контроль за безопасностью горных выработок осуществляет лицо, имеющее горное образование.
Раз в полугодие пересматривается, составляется и утверждается план ликвидации аварий, уточняются пути вывода работников из штолен. После ознакомления рабочих с правилами поведения во время аварий, они расписываются об этом в «Журнале регистрации ознакомления рабочих с запасными выходами». Повторное ознакомление рабочих с запасными выходами проводится руководителями участков через каждые 6 месяцев
Организован посменный табельный учет всех лиц, находящихся в подземных помещениях и вышедших на поверхность.
Параметры воздуха (температура, относительная влажность и скорость движения) соответствуют установленным нормативам. В штольнях АЗШВ установлена приточно-вытяжная вентиляция искусственная (за счет вентиляторов, установленных на поверхности) и естественная. Каждое подземное помещение проветривается обособленно, тупиковые помещения большой длины (более 10 м) проветриваются трубами, подсоединенными к механическим побудителям тяги.
Для отвода производственных сточных и грунтовых вод предприятие оборудовано системой водоотвода в очистные сооружения, расположенные на поверхности.
Электрооборудование - рудничного исполнения, освещение рабочее и аварийное во влагостойком исполнении. Кабели проложены по стенам на высоте, исключающей возможность их повреждения.
Температура в штольнях круглый год одинакова и составляет 14-16 0С, поэтому рабочие носят соответствующую спецодежду. Влажность в выработках составляет 58-60 %, т.е. находится в пределах нормы.
Все проводимые мероприятия не могут не сказаться положительно на состоянии здоровья работников завода и на общей ситуации по снижению профзаболеваний в коллективе. Однако бывают случаи производственного травматизма, связанные, как правило, с нарушениями самими работниками правил техники безопасности при выполнении работ.
На предприятии анализ производственного травматизма проводится статистическим методом, основанном на изучении травматизма по документам, отчетам, журналам регистраций и актам и рассчитывается по следующим формулам:
Показатель травматизма:
Кч = Т * 1000 / Р ,
где Т – количество травм за отчетный период;
Р – среднесписочное количество работников за отчетный период.
Показатель тяжести травматизма:
Кт = Д / Т ,
где ΣД – количество дней нетрудоспособности пострадавших.
Показатель нетрудоспособности
Кн = Д * 1000 / Р
Удельные материальные последствия от заболеваний
Пм. уд = Пм / Р ,
где Пм – материальные последствия от травм и заболеваний, грн.
Таблица 6.1 - Анализ охраны труда на Артемовском ЗШВ
|
Показатели |
Обозначения |
2004 г |
2005 г |
|
Среднесписочное число рабочих, чел. |
Р |
680 |
647 |
|
Число несчастных случаев с потерей нетрудоспособности более 3-х дней |
Т |
1 |
2 |
|
Число рабочих дней, потерянных в связи с травматизмом |
Д |
12 |
36 |
|
Показатель частоты травматизма |
Кч |
1,47 |
3,09 |
|
Показатель тяжести травматизма |
Кт |
12 |
72 |
|
Показатель нетрудоспособности |
Кн |
17,65 |
55,64 |
|
Освоено средств на охрану труда, грн/чел |
Зот |
140,0 |
260,0 |
|
Материальные последствия несчастных случаев, грн |
Пм |
380,0 |
760 |
|
Удельные материальные последствия, грн/чел |
Пм.уд. |
0,56 |
1,17 |
Из таблицы видно, что в 2004 г. произошел несчастный случай, повлекший за собой 12 дней нетрудоспособности и материальные убытки в сумме 380 грн. В 2005 году – 2 несчастных случая с потерей 36 рабочих дней и с материальными последствиями в 760 грн.
Видно также, что предприятие увеличило почти вдвое затраты на охрану труда в 2005 году по сравнению с 2004 годом. Распределение травматизма по видам работ за 2005 г. представлено в таблице 6.2.
|
№ |
Виды производственной деятельности |
Травматизм |
|
|
Количество |
% |
||
|
1 |
Погрузочно-разгрузочные работы |
1 |
50 |
|
2 |
Строительство |
1 |
50 |
|
3 |
Технология |
- |
- |
|
Итого |
1 |
100 |
|
Анализируя таблицу, видим, что несчастные случаи произошли в строительстве и на погрузочно-разгрузочных работах. Технологические работы обошлись без производственного травматизма в указанный период.
Руководству предприятия, инженеру по охране труда необходимо усилить контроль за соблюдением правил по технике безопасности в строительном цеху и в складах стеклотары и готовой продукции при погрузочно-разгрузочных работах.
Заболеваемость невысокая, подавляющий процент – простудные заболевания. Для профилактической работы ежегодно проводятся прививки против гриппа за счет предприятия. Введены дополнительные перерывы для отдыха за чашкой горячего чая, предлагаются витамины для укрепления здоровья. В каждой смене дежурит медицинская сестра, один раз в неделю предлагаются консультационные услуги врача терапевта.
6.1.2. Основные требования техники безопасности при бутылочном методе производства игристых вин
Бутылочный метод производства игристых вин на 65 % является ручным и очень трудоемким. Из-за непосредственного контакта с бутылкой с продуктом, имеющим повышенное давление (5-6 кг/см3), существует постоянная опасность разрыва бутылки и возможность порезов и повреждения глаз работников. Особенно опасна работа дегоржеров и ремюоров, кроме того, она требует высокой квалификации. Поэтому особое значение должно придаваться наличию спецодежды и средствам индивидуальной защиты работников. К работе с наполненными бутылками допускаются лица не моложе 20 лет, прошедшие специальное обучение и имеющие удостоверения на право проведения работ. Перед началом работы рабочие одевают халаты, сапоги и фартуки прорезиненные, перчатки и щитки из органического стекла или металлической сетки(с ячейками 0,75х0,75 мм) на лицо.
Дегоржаж, дозировка ликера и надевание мюзле должны проводиться в отдельных помещениях, оборудованных механической общеобменной приточно-вытяжной вентиляцией. В этих помещениях не допускается присутствия посторонних лиц. Дегоржаж и работы по перекладыванию и встряхиванию бутылок с шампанским необходимо проводить с соблюдением осторожности, не допуская ударов бутылок.
Перед сбрасыванием осадка бутылке необходимо придать устойчивое положение, прижимая ее к себе, затем крючком снимать скобу и щипцами осторожно вытягивать пробку, причем горлышко должно быть немножко ниже дна. В тех случаях, когда пробка обламывается, следует вынимать ее штопорной машинкой, придерживая пробку указательным пальцем левой руки.
Брать бутылку из морозильной ванны следует осторожно, избегая резких ударов. Металлическая скоба должна прижимать пробку по ее диаметру, а оба загиба скобы должны зайти за края венчика на горлышке.
Укладка бутылок в бродильном отделении и в цехе контрольной выдержки должна проводиться в штабели высотой до 18 рядов (с прокладыванием планок через каждые 3-4 ряда) с принятием необходимых мер по устойчивости штабеля и предупреждению раскатывания бутылок. Укладку бутылок следует производить строго по отвесу с выравниваем бутылок по рядам. Штабель выравнивать легким постукиванием деревянной рейкой по донышкам бутылок. Крепление штабеля с торцовых сторон проводят специальными металлическими упорами. Между штабелями должны оставаться проходы не менее 1 м, они должны быть ограждены щитами, предохраняющими людей от осколков разорвавшихся бутылок. Длину штабеля для большей устойчивости делать не более 10 м. Разбор штабелей производят сверху.
При перекладке в штабеля бутылок с тиражной смесью следует соблюдать особую осторожность, поскольку давление в бутылках достигает 0,5-0,6 Мпа, что создает опасность их разрыва, особенно при ударах. Открытие кулезных бутылок проводят дегоржажными щипцами и только в перчатках и фартуках. При всех операциях рабочие защищают лицо специальными щитками из органического стекла или металлической сетки с мелкими ячейками.
Дегоржажные установки размещают таким образом, чтобы расстояние между ними было не менее 1,5 м, а расстояние до стен не менее 1 м.
Расстояние между установленными рядами пюпитров должно быть не менее 0,8 м. Нижние края пюпитров должны быть раздвинуты на 0,8 м и закреплены цепочкой, соединяющей обе стороны пюпитров.
При добавлении ликера необходимо следить за дозировкой бутылок во избежание их разрывов от избыточного давления.
При обслуживании машин и автоматов линии розлива, бракераже и отделке игристых вин следует применять ограждения, предохраняющие от травмирования персонала осколками стекла.
Ящики с готовой продукцией должны укладываться в штабеля высотой не более 2 м, а при складировании на поддонах – до 3,5 м в два яруса. При укладке штабелей должен быть обеспечен свободный доступ к пожарным щитам, к приборам освещения, вентиляции , водоснабжения, а также к запасным и аварийным выходам.
Стеклобой собирают в отдельные ящики с помощью специального инвентаря.
Погрузочно-разгрузочные работы со стеклотарой и готовой продукцией должны быть механизированы.
6.2.Охрана окружающей среды
Охрана окружающей среды – это мероприятия, обеспечивающие оптимальное функционирование физических, химических и биологических параметров природных и антропогенных систем, в которых протекает труд, быт и отдых людей. Позитивное функционирование таких систем возможно только при условии полного вовлечения в природный круговорот продуктов производства и жизнедеятельности людей.
При производстве шампанского образуются сточные воды, газообразные и твердые вторичные материальные продукты. После обработки экологически допустимыми способами эти продукты могут трансформироваться гетеротрофными организмами воды и почвы, не оказывая негативного воздействия на окружающую среду.
Образующиеся отходы отнесены к 1 –11-111-1У классам опасности и сдаются предприятиям по вторичной переработке и утилизации сырья.
6 .2.1. Охрана атмосферы
Артемовский ЗШВ является заводом полного технологического цикла и осуществляет производство бутылочного шампанского.
Основными источниками загрязнения атмосферы являются котельная и компрессорная завода(таблица 6.3).
Таблица 6.3 – Источники загрязнения атмосферного воздуха
|
№ |
Участок |
Технологическое оборудование |
Режим работы, ч/сут |
Количество источников выбросов |
Вредные вещества |
|
1 |
Котельная |
Котел ДКВР-6,5/13 |
24 |
2 |
СО, SO2 ,NО2 |
|
2 |
Компрес- сорная |
Автоматическая аммиачно-охладительная установка АУ-200 |
24 |
2 |
NН3 |
Аварийные и залповые выбросы на предприятии отсутствуют.
В котельной установлены 2 котла, которые работают на природном газе для технологических целей и отопления. Одновременно в режиме максимальной нагрузки работает только 1 котел. Максимальный расход топлива – 746 м3, годовой расход составляет 1700 тыс. м3/год. Дымопоглотитель марки ВД-6 с вентилятором ВДН-9, продуктивность 9500 м3/год. Коэффициент избытка воздуха для каждого котла составляет 1,30.
Аммиачная компрессорная на предприятии служит для снабжения хладагентом холодильных установок. Загрязняющим компонентом здесь является аммиак. Утечка аммиака из системы охлаждения может возникнуть в случае недостаточно плотного соединения трубопроводов, либо при наличии отверстий в кожухах компрессоров. Пары аммиака поступают в воздушное пространство рабочей зоны, а затем вместе с вентиляционным воздухом компрессорной выбрасываются в атмосферу. Технологическая утечка аммиака в компрессорной предприятия отсутствует.
Произведем расчет класса опасности предприятия (КОП) по формуле [1] :
n άi
КОП = Σ× (Μi / ΠДKi)
i
где Μi – масса выбросов загрязняющих веществ, т/год;
ΠДKi - среднесуточная ПДК вещества, мг/м3;
n – количество загрязняющих веществ;
άi – безразмерная величина (константа), которая находится
из таблицы 6.4
Таблица 6.4 - Сравнение классов опасности веществ
|
Константа |
Класс опасности вещества |
|||
|
1 |
2 |
3 |
4 |
|
|
άi |
1,7 |
1,3 |
1,0 |
0,9 |
Значение КОП рассчитывается при условии, что Μi / ΠДKi > 1, если Μi / ΠДK i < 1 значение КОП не рассчитывается, а приравнивается к нулю.
КОПNO2 = (2,09/0,05)1,3 = 170,1 ;
КОПNН3 = (0,1/0,06)0,9 = 2,08 .
По величине КОП предприятия разделяются на 4 класса опасности. Предельные условия для классификации предприятий по категориям опасности представлены в таблице 6.5
Таблица 6.5 - Условия классификации предприятий по категориям опасности
|
Категория опасности предприятия |
Значение КОП |
|
I |
КОП > 106 |
|
II |
106 > КОП > 104 |
|
III |
104 > КОП > 103 |
|
IV |
КОП < 103 |
Определение категории опасности винзавода приведено в таблице 6.6.
Выброс загрязняющих веществ в атмосферу в соответствии с действующим положением, на момент достижения предельно допустимых выбросов (ПДВ) винзавода приведены в таблице 6.7.
Таблица 6.6 - Определение категории опасности
|
№ п/п |
Загрязняющее вещество |
ПДК среднесуточная, мг/дм3 |
Класс опасности вещества |
Масса выбросов, т/год |
КОП |
Категория опасности предприятия |
|
1. |
Диоксид азота |
0,05 |
2 |
3,00 |
170,1 |
IV |
|
2. |
Аммиак |
0,06 |
4 |
0,15 |
2,08 |
IV |
Таблица 6.7 - Выброс загрязняющих веществ в атмосферу на винзаводе
|
№ п/п |
Участок |
Выброс загрязняющих веществ |
|||
|
Действующее положение |
ПДК |
||||
|
г/сек |
т/год |
г/сек |
т/год |
||
|
Диоксид азота |
|||||
|
1. |
Котельная |
0,418 |
3,00 |
0,500 |
4,00 |
|
Аммиак |
|||||
|
2. |
Компрессорная |
0,085 |
0,15 |
0,900 |
0,20 |
|
ВСЕГО |
0,503 |
3,15 |
1,400 |
4,20 |
|
Способами защиты атмосферы от выброса загрязняющих веществ являются:
- использование по возможности экологически чистого вида топлива - природного газа (а не мазута);
- создание эффекта рассеяния газов, образующихся при сгорании топлива, и газов, имеющих место в ходе технологического процесса.
Данным проектом предусмотрена технология, которая не приводит к изменениям категории опасности предприятия, а также не приводит к увеличению выбросов вредных веществ в атмосферу свыше ПДК.
6.2.2. Охрана сточных вод
Сточные воды производственных предприятий содержат загрязняющие вещества органического происхождения, которые поступают в воду при мойке оборудования, бутылок, трубопроводов, производственных помещений и емкостей. На 1 дал готового вина приходится 10-12 дал загрязненных сточных вод, 0,5 дал из них – хозяйственно-бытовые.
Сточные воды заводов шампанского производства представляют собой многокомпонентные гетерогенные системы. Показатели состава сточных вод представлены в таблице 6.8.
|
№ п/п |
Показатель |
Единицы измерения |
Значение |
|
1 |
2 |
3 |
4 |
|
1. |
рН |
4,5 – 7,5 |
|
|
2. |
ХПК бихроматн. |
мг О2/дм3 |
380 – 6400 |
|
3. |
БПК5 |
мг О2/дм3 |
300 – 4300 |
|
4. |
Массовая концентрация взвешенных веществ |
мг/дм3 |
800 – 10000 |
|
5. |
остатка сухого |
мг/дм3 |
600 – 10000 |
|
6. |
- прокаленного |
мг/дм3 |
150 – 1500 |
|
7. |
винной кислоты |
мг/дм3 |
40 – 420 |
|
8. |
летучих кислот |
мг/дм3 |
6 – 110 |
|
9. |
фенольных веществ |
мг/дм3 |
5 – 70 |
|
10. |
сахаров |
мг/дм3 |
20 – 1300 |
|
11. |
белков |
мг/дм3 |
5 – 22 |
|
12. |
сульфатов |
мг/дм3 |
40 – 250 |
|
13. |
хлоридов |
мг/дм3 |
10 – 250 |
|
14. |
азота - общего - аммонийного |
мг/дм3 |
3,5 – 26,0 |
|
мг/дм3 |
1,0 – 23,0 |
||
|
15. |
фосфора общего |
мг/дм3 |
0,7 – 3,5 |
Для сточных вод, спускаемых в городскую канализацию, установлены следующие требования:
- температура – не более 30ºС;
- рН – 6,5 – 8,5;
- БПК полная – 500 – 800 мг/дм3;
- жировые примеси – не допускаются;
- взвеси – не более 10 г/дм3.
На Артемовском ЗШВ сточные воды попадают в городской коллектор с последующей очисткой.
Также на заводе существует ливневая канализация с отстойниками. Компрессорная оборудована оборотным водоснабжением.
6.2.3. Переработка и утилизация отходов производства
Отходы производственно-хозяйственной деятельности винзавода размещаются до сдачи на утилизацию или переработку в специально отведенных местах хозяйства.
Перечень отходов, образующихся на винзаводе, и их утилизация представлены в таблице 6.9.
Таблица 6.9 - Характеристика отходов, образующихся на винзаводе
|
№ п/п |
Наименование отходов |
Класс опасности |
Место образования |
Место утилизации |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Люминисцентные ртутно-содержащие лампы |
1 |
Используются для свещения шахт и др.помещений завода. |
ООО «Никитртуть» |
|
2 |
Отработанные нефтепродукты |
2 |
Образуются от работающих бензиновых и дизельных двигателей |
Используется для собственных нужд завода и сдается в г.Токмак,на НПП «Агропромсервис» |
|
3 |
Аккумуляторные батареи (кислотные и щелочные) |
3 |
Зарядные устройства для питания электрокар и электропогрузчиков |
ЧП «Итерлай», г. Горловка |
|
4 |
Осадки плотные клеевые с ЖКС |
3 |
При обработке ассамбляжа для снижения железа |
Шламонакопитель ЗАО «Вистек» |
|
5 |
Осадки клеевые без ЖКС |
4 |
При обработках купажей без снжения железа |
Шламонакопитель ЗАО «Вистек» |
|
6 |
Скоба, мюзле (отходы черного лома) |
4 |
При дегоржаже и укупорке шампанского |
ЧНПФ «Центр», г. Артемовск |
|
7 |
Полиэтиленовая пробка б/у |
4 |
При тираже, шампанизации, отделке и выдержке |
ЧП Овчарова |
|
1 |
2 |
3 |
4 |
5 |
|
8 |
Пробка корковая |
4 |
Брак при укупорке |
Используется на собственные нужды как утеплитель |
|
9 |
Макулатура |
4 |
Короба, картон для упаковки бутылок с шампанским |
ЗАО «Донэкоресурсы» |
|
10 |
Стеклобой |
4 |
Бой бутылок в процессе производства |
ООО «Вольногорское стекло» |
|
11 |
Твердые бытовые отходы (ТБО) |
4 |
Жизнедеятельность работников |
Свалка г. Артемовска |
Для размещения клеевых осадков, образующихся в результате обработки виноматериалов ЖКС, на предприятии разработан паспорт мест удаления отходов ( рег. № 6 от 07.01.00 г.). Паспортом МУО предусмотрено постоянное хранение в специальных емкостях: 2 емкости объемом по 10 м3, расчетный срок эксплуатации емкостей 5 – 6 лет.
Учитывая макросостав отходов оклейки вина, где твердую фракцию составляют отработанные бентонитовые глины и танин (без ЖКС), их следует относить к малоопасным (IV класс токсичности).
За каждым видом отходов приказом директора предприятия назначено ответственное лицо, обязанное вести учет образования, хранения и сдачи отходов ответственным лицам за их размещение и утилизацию.
Со всеми предприятиями, занятыми утилизацией отходов, ежегодно заключаются соответствующие договоры.
ВЫВОДЫ
1. Выполненное технико-экономическое обоснование проекта показало целесообразность введения нового оборудования и емкостей, что позволяет увеличить объём производства высококачественного классического бутылочного игристого вина.
2. Реконструкция осуществляется на действующих площадях завода, который имеет необходимый комплекс технического оснащения.
Проектом предусмотрено приобретение двух вакуум-барабанных фильтров Taylolux 6 для фильтрования плотных осадков и двадцати трёх резервуаров марки Сэн 20. Новое технологическое оборудование размещается в имеющемся цехе виноматериалов.
3. В дипломном проекте выполнены необходимые расчёты и подбор технологического оборудования, продуктовый и энергетические расчёты, предложена локальная автоматизация процесса обработки виноматериалов и приготовления тиражной смеси, мероприятия по охране труда и окружающей среды.
4. Для обработки виноматериалов холодом предложено использовать современную установку Cadalpa. Это позволяет исключить строительство дорогостоящей холодильной камеры.
5. Разработана схемы автоматизации процесса обработки виноматериалов и приготовления тиражной смеси. Это позволяет снизить затраты труда обслуживающего персонала, облегчает управление технологическим процессом, уменьшает энергозатраты, повышает надёжность работы оборудования, ускоряет технологический процесс, улучшает условия труда и повышает культуру производства.
6. Экономические расчёты свидетельствуют о целесообразности реконструкции ЗАО «Завод шампанских вин» г. Артёмовск. Предлагаемый проект позволит получить суммарную дополнительную прибыль в размере 2 млн. и 290 тыс. грн.
Список использованной литературы
1. Авакянц С.П. Биохимические основы технологии шампанского. –М: Пищевая промышленность, 1980, - 372 с.
2. Агабальянц Г.Г. Химико-технологический контроль производства Советского шампанского. –М: Пищевая промышленность, 1954. –384 с.
3. Бурьян Н.И. Микробиология виноделия. – Симферополь, «Таврида», 1997. – 431 с.
4. Валуйко Г.Г. Виноградные вина. Современная технология. М.: Пищевая промышленность, 1978. - 254 с.
5. Валуйко Г.Г. Технология виноградных вин. Симферополь: Таврида 2001. – 624 с.
6. Валуйко Г.Г., Зинченко В.И., Мехузла Н.А. Стабилизация виноградных вин. - Симферополь: Таврида, 1998. - 208 с.
7. Виноградов В.А. Оборудование винодельческих заводов. ч.1. – Симферополь: «Таврида», 2002. – 416 с.
8. Виноградов В.А. Оборудование винодельческих заводов. ч.2. – Симферополь: «Таврида», 2003. – 324 с.
9. Воробьев С.Г. Автоматизация производственных процессов виноделия.
– М.: Пищевая промышленность, 1972.
10.Домарецький В.О, Знатаєв Т.П. Екологія харчових продуктів. – Київ: Врожай, 1993.
11.Емельянов В.Д. Охрана труда, пожарная безопасность винодельческой промышленности. – М.: Легкая и пищевая промышленность, 1984. – 200 с.
12.Ебрагимов А.Г. Анализ рынка Украины по винодельческой продукции (игристые вина). – Виноград и вино России. – 2000. - № 6, с. 31-34.
13. Инструкция нормирования расхода сырья и основных материалов в
винодельческой промышленности. М, 1989. – 86 с.
14. Инструкция по микробиологическому контролю винодельческого производства (ИК 10-04-05-40-89). – М. 1990. – 42 с.
15. Методические указания к разработке раздела «Автоматизация технологических процессов» / И.И.Гармаш, А.П.Ладанюк./ – К.: КТИПП, 1986. – 14 с.
16. Методические указания к выполнению строительной части дипломного проекта. – К.: КТИПП, 1988. – 130 с.
17. Методические указания по разработке экономической части дипломного проекта. – К.: КТИПП, 1987. – 28 с.
18. Методы технохимического контроля в виноделии. под ред. Гержиковой В.Г. – Симферополь: «Таврида», 2002. – 260 с.
19. Нормы технологического проектирования и технико-экономические показатели заводов шампанских вин. – М: Пищепром, 1979. – 160 с.
20. Попов К.С. Основы производства Советского шампанского и игристых вин.-М: Пищевая промышленность, 1970. – 163 с.
21. Рева Н.Е. Учет и отчетность на предприятиях пищевой промышленности. – М.: Легкая и пищевая промышленность, 1984.
22. Родопуло А.К. Биохимия шампанского производства. – М.: Пищевая промыш-ленность, 1975. – 352 с.
23. Сборник технологических инструкций, правил и нормативных материалов по винодельческой промышленности. – М.: Агропромиздат, 1985. – 514 с.
24.Ситников Е.Д., Качанов В.А. Оборудование консервных заводов. – М.: Легкая и пищевая промышленность, 1981. – 248 с.
25.Справочник по виноделию. Под ред. Г.Г. Валуйко, В.Т. Косюры. – Симферополь: «Таврида», 2000. – 623 с.
26. Теория и практика виноделия / Риберо-Гайон Ж., Пейно Э., Риберо-Гайон П., Сюдро П. // Под ред. Валуйко Г.Г. - М.: Легкая и пищевая промышленность, 1981 - Т 3. - 480 с.
27. Теория и практика виноделия /Риберо-Гайон Ж., Пейно Э., Риберо-Гайон П, Сюдро П.// Под ред. Валуйко Г.Г. - М.: Легкая и пищевая промышленность, 1981. - Т 4. - 520 с.
28. Технологическая инструкция по обработке виноматериалов и вин на предприятиях винодельческой промышленности. Правила транспортировки виноматериалов и вин: Утв. Зам. Мин. ПП СССР, 17.10.67. ЦИНТИПИЩЕПРОМ. - М., 1968. - 15 с.
29.Фролов- Багреев А.М. Советское шампанское. –М: Пищепромиздат, 1949, - 350 с.
30.Шольц Е.П., Пономарев В.Ф. Технология переработки винограда. - М.: Агропромиздат, 1990. - 447 с.
Аннотация
Cуть дипломного проекта заключается в реконструкции цеха виноматериалов, отделения тиража и выдержки кюве на Артемовском заводе шампанских вин (АЗШВ).
Дипломный проект состоит из графической части и пояснительной записки.
Графическая часть представляет собой чертежи, выполненные на 6 листах формата А1 и 3-х листов иллюстрационных материалов.
Пояснительная записка включает в себя следующие разделы: инженерно-экономическое обоснование проекта, технологическую часть, инженерные расчеты, раздел автоматизации технологического процесса, строительную часть, раздел охраны труда и окружающей среды, анализ экономической эффективности проекта, и состоит из листов.
В инженерно-экономическом обосновании освещаются условия и предпосылки на предприятии, представляющие собой базу для реализации проекта.
Технологическая часть включает в себя обзор существующих технологий по теме проекта, описание технологических схем производственного процесса, продуктовые расчеты основного сырья и вспомогательных материалов, схему технохимического контроля производства.
В инженерной части представлен расчет технологического оборудования, емкостей и расчеты потребляемой электроэнергии, пара, воды и холода.
В разделе автоматизации технологического процесса дано описание схемы автоматизации одного из этапов технологического процесса, произведен подбор средств автоматизации.
В строительной части описан генеральный план завода, размещение оборудования при реконструкции цеха.
В разделе охраны труда и окружающей среды раскрыты основные вопросы и проблемы безопасности условий работы на производстве, а также описана экологическая ситуация на предприятии, определены классы опасности основных загрязняющих веществ и мероприятия по защите окружающей среды от загрязнений.
Анализ экономической эффективности является заключительным разделом пояснительной записки и содержит экономические выводы по эффективной реализации проекта.