Ремонт транспортуючих механізмів сільськогосподарської техніки,шнеку
У тваринництві для виконання різних механізованих робіт застосовують транспортери: скребкові, стрічкові, стрічково-ковшові, тросово-шайбові, канатні тощо.
Для всіх транспортерів загальним показником їх строку служби е довговічність деталей тягових органів (ланцюгів, тросів, стрічок), тощо).
Деталі тягових органів періодично дотикаються до транспортуємих матеріалів (корозійного середовища з включеннями абразиву) і піддаються великим навантаженням. Наприклад, у пластинчастих скребкових транспортерах питомий тиск у шарнірах ланцюгів досягає 220 МПа.
Всі транспортери, які застосовують у тваринництві, мають великі габаритні розміри і нетранспортабельні, тому для їх ремонту необхідно використовувати агрегатний метод ремонту.
Ремонт скребкових транспортерів передбачає виконання трудомістких операцій по відновленню ланцюгів, основна несправність яких — подовження. Воно призводить до «набігання» ланок ланцюга на зірочку, поломки зубів, розриву ланцюга. Подовження виникає через нерівномірний знос отворів планок (вздовж планки) і з'єднувальних осей.
Існує кілька способів ремонту ланцюгів: спосіб ремонтних розмірів зі збільшенням кроку ланцюга і заміни зірочок; пластичне деформування планок по довжині з попереднім згином, підігріванням і пробиванням отворів; пластичне деформування без підігрівання з наступним згином планок і прорубуванням отворів; відновлення планок пластичним деформуванням тощо.
Із всіх способів ремонту ланцюгів найекономніший і технологічно вигідний спосіб пластичного деформування планок у нагрітому стані. Зношені осі при цьому замінюють новими, а планки відновлюють в одну технологічну операцію до розмірів за робочим кресленням.
Ремонт канатних транспортерів. Основним параметром, який визначає момент вибракування канатних транспортерів, є знос або корозія понад 60% від початкового діаметра дротин канату або обрив трьох паєм на одному кроці сукання. Деталі канатних транспортерів, як правило, не ремонтують а замінюють новими.
Ремонт стрічкових транспортерів. У стрічкових ковшових транспортерах основними дефектами є випуклості, зрив гуми, обрив ниток і розшарування. При наявності вказаних дефектів по всій довжині пас вибраковують, а на окремих ділянках — ремонтують заміною дефектної частини. У цьому випадку не повинно бути більше трьох з'єднань по всій довжині паса.
Ремонт шнекових транспортерів. У шнекових транспортерах шнеки замінюють і ремонтують при виявленні згинів і зламів валів, деформації витків і спіралі, руйнуванні зварних швів.
Операції з ремонту шнеків виконують на окремих верстатах або підставках, які дозволяють виконувати рихтувальні і зварні роботи.
Типові вузли і деталі транспортерів ремонтують за технологією відповідних типових деталей.
Після складання транспортер випробують вручну. Обкатують його протягом 0,5 год. на холостому ходу, прослуховуючи роботу всіх вузлів, і 1 год. під навантаженням, упевнюючись у відсутності втрат транспортуємих матеріалів.
Характерними дефектами шнеків є: прогин вала, погнутість витків, руйнування місць зварки, знос шпоночних канавок і посадочних місць валу під підшипники.
Зношені посадочні місця валу під підшипники відновлюють наплавленням з наступною обробкою до номінального розміру.
Окрім відмічених дефектів, можуть мати місце у зернового шнека злам кінця валу і у консольних шнеків порушення статичного балансування.
Якщо у валу відламаний кінець до спіралі, вал відновлюють приварюванням стрижня встик. Стрижень виготовляють із сталі 35. Після зварки кінець валу обробляють до номінальних розмірів. Допускається биття відновленого валу з шнеком в його середній частині не більше 3 мм. Якщо вал переламаний на відстані 600-700 мм від кінця, шнек вибраковують.
Консольні шнеки балансують на пристосуванні, показаному на малюнку 1. При установці валу його шейку лягає на внутрішню пару шарикопідшипників, а вільний кінець шийки валу розташовується під зовнішньою парою шарикопідшипників. Це дозволяє консольно утримувати шнек в горизонтальному положенні. Зрівноваження досягається за рахунок приварювання шайб до непрацюючої поверхні спіралі. Шнек можна рахувати статично збалансованим, якщо при кожній зупинці верхнє положення займатиме іншу ділянку спіралі.
Зігнуті вали шнеків правлять так само, як і гладкі вали. Поламану або таку, що має тріщину консольну частину валу шнека ремонтують таким чином. З боку зламаної частини на відстані 70-80 мм від кінця спіралі зрубають зварний шов, що сполучає її з валом, і відрізують частину валу завдовжки 350-400 мм. Потім перевіряють прямолінійність валу і при необхідності виправляють його; приварюють спіраль до стрижня і приварену частину обробляють.
Вали шнеків, поламані в середній частині, відновлюють за допомогою муфти, яку ставлять на місце зламу. Муфта є відрізком труби завдовжки 100- 150 мм і стінками завтовшки 4-5 мм, внутрішній діаметр її розточують за розміром діаметру валу. Розточування виконують з таким розрахунком, щоб під час запресовки кінця валу створювався натяг до 0,1 мм.
Погнуті витки спіралі виправляють молотком, а потім зачищають задирки (мал. 2). Операції по усуненню інших дефектів валів аналогічні операціям, які виконують при ремонті валів.
У відремонтованому шнеку на поверхні витків задири і гострі кромки не допускаються. Биття спіралі по зовнішньому діаметру повинне бути не більше 5 мм.
В процесі роботи жниварки згинаються пальці шнеків і їх осі, зношуються втулки і очки, деформуються кожух і спіралі, порушується балансування.
При пошкодженні кожуха шнека і днища корпусу жатки шнек необхідно зняти. Ремонтують і збирають шнек на спеціальному верстаку, на якому, крім того, можна правити спіралі і кожух, зварювати зруйновані ділянки і виконувати інші ремонтні операції.
Витки шнека, зігнуті більше 10 мм, правлять молотком так, щоб вони були перпендикулярні осі валу.
Розриви і пробоїни кожуха, довжина яких досягає 150 мм, після рихтування заварюють газовою зваркою, а довші виправляють і на пошкоджену ділянку встановлюють накладку необхідного розміру, підганяють її, заварюють газовою зваркою і зачищають. Пальці, очки або осі пальців можна міняти, не виймаючи шнека.
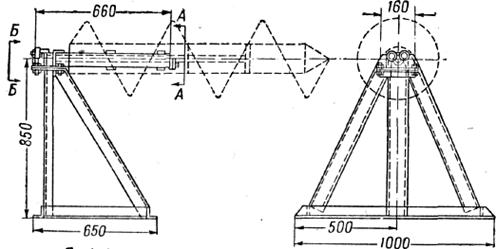
Рисунок 1 Балансування шнеку

Рисунок 2. Рихтування шнеку
Зміст та послідовність виконання завдання, вимоги до виконання операцій і прийомів роботи, режим роботи, технічні умови. Норми регулювання
1.Перевірити стан конструктивних лементів ланцюга транспортера. Тріщини та інші дефекти ланцюга не допускаються
2. Відновити виявлені дефекти за описаними в теоретичних положеннях методами.
3.Зібрати ланцюг і встановити на машину.
4. Виконати регулювальні роботи згідно технологічних вимог.
5. Перевірити стан конструктивних елементів шнека.
6. Виконати відновлення шнека за описаними вище технологіями.
7. встановити шнек на машину і виконати регулювальні роботи.
8.Провести випробування транспортуючих механізмів без навантаження та під навантаженням
|





