Ремонт електрообладнання тракторів, автомобілів, комбайнів
Ремонт електрообладнання тракторів, автомобілів, комбайнів
Теоретичні положення, методичні вказівки
Типові поломки електрообладнання тракторів, автомобілів і комбайнів
Зараз на автомобілях, тракторах, комбайнах встановлюють генератори змінного струму, які порівняно із генераторами постійного струму мають менші розміри_л_ масу при однаковій потужності і більш високу надійність. Основними несправностями генераторів змінного струму є обриви обмоток ротора і статора Перевірка деталей, вузлів генератора та їх ремонт.
Перевірка обмотки збудження на обривання. Цю перевірку роблять за допомогою контрольної лампи, яку вмикають до контактних кілець ротора (рис. 7, а). Якщо обмотка обірвана, то лампа не горить.
Перевірка обмотки збудження на замикання з полюсом чи з валом ротора
Замикання обмотки збудження з валом чи з полюсом ротора, залежно від місця контакту, може мати різні наслідки. Якщо замикання сталося на «виході» обмотки, то через зменшення опору кола збудження зростає струм збудження, а це призводить до перегрівання обмотки збудження. Якщо ж замикання сталося поряд із контактним кільцем, з'єднаного з «плюсовою» щіткою, то обмотка закорочується і генератор не збуджується. Замикання обмотки збудження на роторі визначають контрольною лампою під напругою 220 В (рис. 7, б).
Один провід з'єднують із будь-яким контакгним кільцем, а другий із полюсом або з валом ротора. Лампа горить, коли обмотка замкнулася з валом чи полюсом. Якщо обмотку неможливо ізолювати від корпуса, то її замінюють. Перевірка обмотки збудження на міжвиткове замикання. Міжвиткове замикання збільшує силу струму збудження. Внаслідок перегрівання обмотки руйнується ізоляція і замикається додаткова кількість витків. Збільшення струму збудження може спричинити вихід із ладу регулятора напруги. Цю несправність знаходять, порівнюючи виміряний опір обмотки збудження із заданим у технічних умовах. Коли опір обмотки зменшується, то її перемотують чи замінюють.
Міжвиткове замикання в котушці обмотки збудження визначають, вимірюючи опір котушки збудження за допомогою омметра, який є на стендах 532-2М, 532-М, 3-211 та інших, чи окремого переносного омметра (рис. 7, в), або ж за показниками амперметра та вольтметра при живленні обмотки від акумуляторної батареї (рис. 7, г). Плавкий запобіжник захищає амперметр і батарею від випадкового короткого замикання кола. До контактних кілець ротора вмикають щупи й діленням значення виміряної напруги на силу струму обчислюють опір і порівнюють його із заданим у технічних умовах Перевірка обмотки статора на обривання. Цю перевірку роблять за допомогою контрольної лампи чи омметра. Лампу й джерело живлення но черзі вмикають до кінців двох фаз (рис. 8, а). Якщо одна з котушок обірвана, то лампа не горить. Омметр, увімкнений до цієї фази, показує «нескінченність». Якщо його під'єднати до двох інших фаз, то він показуватиме опори цих двох фаз.
Перевірка обмотки статора на замикання з корпусом. Така несправність дуже знижує потужність генератора, він нагрівається або взагалі не працює. Перевірку роблять контрольною лампою напругою 220 В. Лампу вмикають до осердя статора і до будь-якого виводу обмотки за схемою (рис. 8, б). Якщо є замикання, то лампа засвічується.
Перевірка обмотки статора на міжвиткове замикання. Міжвиткове замикання в котушках обмотки статора визначають омметром (рис. 8, в), на стендах 532-М, 532-2М, 3-211 та інших або за схемою (рис. 8, г). Коли опір двох обмоток (виміряний чи розрахований) менший за наведений у технічних даних, то обмотка статора має міжвиткове замикання. Цю несправність можна виявити, використовуючи нульову точку обмотки статора. Для цього потрібно виміряти чи розрахувати опір кожної фази зокрема, і, порівнявши опори всіх трьох фаз, з'ясувати, котра з них має міжвиткове замикання.
Обмотка фази з міжвитковим замиканням має менший опір, ніж інші. Дефектну обмотку замінюють.
Справність обмоток статора можна перевірити на контрольно-випробних стендах на симетричність фаз. У цьому разі вимірюють змінну напругу між фазами обмотки статора до випрямного блока за однакової (сталої) частоти обертання ротора. Якщо напруга однакова, то обмотка статора справна.
Щоб виміряти напругу двох фаз, потрібно проводами вольтметра стенда крізь вікно кришки генератора по черзі доторкнутися до двох радіаторів випрямного блока (для генераторів із випрямними блоками типу ВБГ) або головок гвинтів, які з'єднують обмотку статора з випрямним блоком (для генераторів із випрямними блоками типу БПВ).
Перевірка діодів. Діоди автомобільного електроустаткування перевіряють на пробивання й обривання кола. Ці несправності виникають, коли затискач «-і-» генератора замикається з корпусом, або коли в працюючому двигуні вимикається акумуляторна батарея, а також перегріваються діоди. У разі пробивання одного чи кількох діодів однієї шини випрямного блока знижується потужність генератора. Пробивання діодів різнойменних шин призводить до замикання акумуляторної батареї на обмотку статора, внаслідок чого може статися пошкодження обмотки або «вигоряння» діодів. Обривання в колі одного діода знижує потужність генератора, а обривання двох діодів у колі однієї фази рівнозначне обриванню фази.
Щоб перевірити діод, його вмикають послідовно з лампою до акумуляторної батареї спочатку в одному, а потім у другому напрямку. Якщо діод справний, то лампа горить тільки в одному випадку вмикання, а якщо пробитий — в обох, якщо не горить зовсім — у колі діода обривання.
При перевірці випрямних блоків генератора необхідно перевірити кожен із шістьох діодів окремо.
Справність діодів можна перевірити і за допомогою омметра, вимірюючи опір у прямому й зворотному напрямках. Справний діод у випадку прямого вмикання омметра має опір не більш як 200 Ом, а зворотного вмикання — кілька сотень кілоомів. У пробитому діоді опір дорівнює нулю, а в обірваному —нескінченності. Діоди випрямних блоків типу ВБГ замінюють парами разом із секцією радіатора, а в блоках типу БПВ замінюють шину в складеному вигляді. Несправні діоди зворотної полярності блоків типу БПВ можна випресовувати із шини й замінювати діодами з ремонтними розмірами. Замінюючи діоди, слід звертати увагу на маркування їхньої провідності
Правила безпеки. Правила користування приладами та інструментами
1. До роботи допускаються студенти, які знають правила техніки безпеки.
2. Робота повинна виконуватись під керівництвом і в присутності майстра виробничого навчання.
3. Роботу виконувати справним інструментом і в добре підігнаному одязі.
4. Змащувати агрегати, підтягувати кріплення, проводити регулювальні роботи тільки після зупинки агрегату
Ескіз, схема, фото або інша ілюстрація
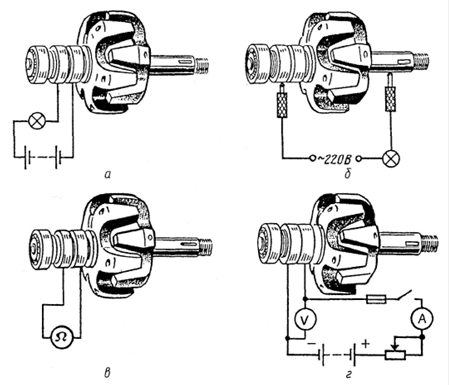
Рис. 1. Схеми перевірки обмотки збудження:
А — На обривання; б — На замикання з валом чи полюсом; в — Омметром на обривання та міжвиткове замикання; г — Вмикання приладів для визначення опору
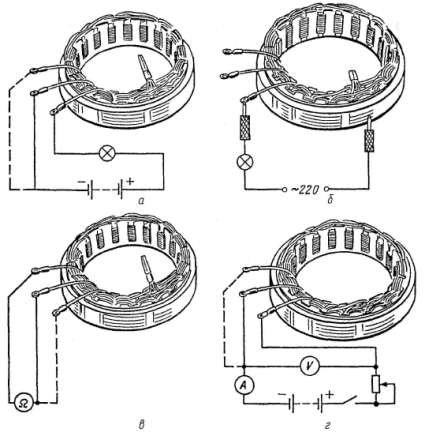
Рис. 2 Схеми Перевірки обмотки статора:
А — На обривання; б — На замикання з осердям; в — На міжвиткове замикання та обриван
Ня; г – Увімкнення приладів для визначення опору обмотки статора
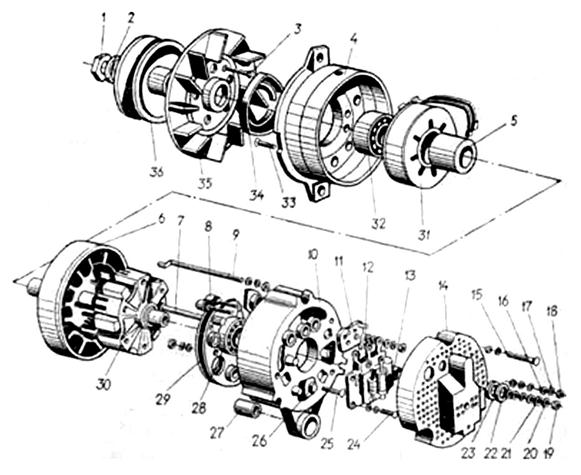
Рис.3 – Генератор 46.3701
1, 12, 18 і 19 —гайки; 2 16, 17, 20, 21, 22, 23 — шайби; 3, 15, 24, 33 – гвинти;4 —передня кришка; 5, 27 — втулки; 6 — статор - 7 —вивід «+»; 8 —виводи; 9-стяжний болт; 10 - задня кришка; 11, 26 - ізолятори; 13, 29-
блоки БПВ 23-50; 14 — кришка регулювального пристрою; 25 — болт; 28, 32—підшипники; 30-ротор; 31 - котушка збудження; 34 — кришка підшипника; 05 — вентилятор; 36 — шків
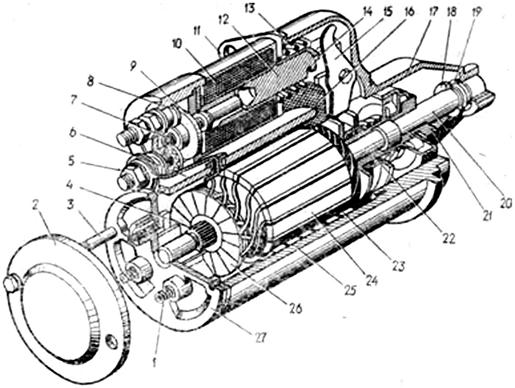
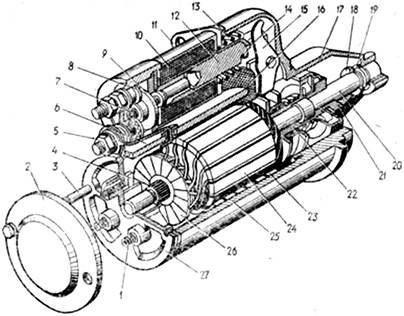
Стартер СТ362:
1 — пружина щітки;
2 — ковпак; 3 —
Стяжний болт; 4 —
Щітка; 5 — гайка;
6 — перемичка; 7, 13 — зворотні пружини; 8 — контактний болт; 9 — контактний диск; 10 — котушка тягового реле; 11 — тягове реле; 12 — якір тягового реле; 14 — серга; 15 — важіль вмикання привода; 16 — ущільнювальна прокладка; 17 — кришка з боку привода; 18 — замкове кільце; 19 — упорна шайба; 20 — вал якоря; 21 — шестерня привода; 22 — шліцьова втулка привода; 23 — обмотка збудження; 24 — якір стартера; 25 — корпус стартера; 26 — торцевий колектор; 27 — кришка колектора
Підготовка устаткування до роботи
Ознайомлення з необхідною літературою.
Зміст та послідовність виконання завдання, вимоги до виконання операцій і прийомів роботи, режим роботи, технічні умови. Норми регулювання.
Під час ремонту генераторів в умовах АТП їх розбирають та замінюють несправні деталі чи вузли, очищають від пилу, бруду й масла, відновлюють пошкоджену ізоляцію, потім їх складають, випробовують і регулюють.
Ремонт статора. Він полягає в намотуванні котушок статора й просочуванні їх лаком. Намотування роблять на спеціальних оправках, дотримуючись діаметру проводу й кількості витків у кожній котушці. Кінці виводів фази обрізають, залишаючи 25-30 мм, і зачищають від емалі на 6-8 мм. Зачищені кінці початку фази з'єднують у нульову точку і пропаюють припоєм ПОС 40. На місце з'єднання надівають хлорвінілові трубки діаметром 2,5 мм і припаюють наконечники. Статор у складеному вигляді просочують для забезпечення волого - і теплостійкості ізоляції котушок і скріплення витків між собою. Для просочування застосовують електроізоляційний лак МЛ-92 або ГФ-95.
Ремонт ротора. Під час ремонту ротора замінюють обмотку збудження, проточують чи замінюють контактні кільця, усувають вироблення на валу під посадкові місця кулькових підшипників. Ротори генераторів змінного струму за конструкцією поділяють на дві групи: із кріпленням полюсів та втулки на валу за допомогою запресовування на накатку або за допомогою шпонки та гайки.
У процесі тривалої експлуатації генератори спрацьовуються через потрапляння на контактні кільця пилу, бруду, масла. Вироблення кілець, у свою чергу, призводить ло швидкого й нерівномірного спрацьовування щіток.
Контактні кільця проточують на токарному верстаті. З одного боку ротор затискують цангою, а з другого підтримують центром. Проточують, аж поки не зникає чорність, але не більш як на 1 мм по діаметру.
Після проточування биття діаметрів поверхонь відносно цапф вала для всіх типів ротора повинна не перевищувати 0,1 мм. Щоб дістати потрібну чистоту поверхні за 7-м класом, контактні кільця потрібно відполірувати скляною шкуркою, не знімаючи ротора з верстата.
Дуже спрацьовані контактні кільця (більш як на 1 мм) потрібно замінити. З цією мстою кінці обмотки збудження відпаюють від кілець і спресовують із вала. Якщо на автотранспортному підприємстві нових кілець немає, то їх виготовляють власними силами. В цьому разі контактні кільця після відпаювання виводів проточують до зникнення чорності. Потім виготовляють мідні кільця, внутрішній діаметр яких відповідає діаметру проточених кілець, а зовнішній — розміру нових. Виготовлені таким чином кільця закріплюють на посадкових місцях за допомогою клею ПФ-2.
Після сушіння й припаювання, щоб уникнути зривання й прокручування наклеєних кілець, їх поверхню трохи полірують, але не проточують.
Обмотки збудження генераторів усіх типів намотують безпосередньо на втулку ротора за допомогою спеціального пристрою.
Ротор складають за допомогою ручного гвинтового преса і підставки відповідно до розмірів ротора. Вал ротора ставлять на підставку, запресовують шпонку і надівають половину полюсів ротора. Потім вставляють втулку з намотаною на неї котушкою збудження так, щоб отвір у втулці збігся з головкою установчої шпильки на наявній половині полюсів ротора. Після цього запресовують другу шпонку, надівають другу половину полюсів ротора і затягують гайку, яку кернять у трьох місцях.
Щоб закріпити контактні кільця, ротор потрібно поставити догори тим кінцем вала, який має насікання. На кінець вала напресовують шайбу до упору. Виводи обмотки збудження заздалегідь вставляють в отвори шайби. Зачищують місця контактного кільця для паяння і лудять. Складають контактне кільце з пластиною зігненим кінцем у бік ротора і напресовують на вал так, щоб проріз у кільці збігся з рівчаком валика.
Ремонт кришок генератора. Хоча посадкові місця для кулькових підшипників у кришках генератора армовано сталевими або чавунними кільцями, вони можуть вироблятися.
У майстернях посадкове місце для кулькових підшипників розточують на 1.5-2,0 мм і з одного краю роблять виточування 1,5-2,0 мм. Потім відповідно до місця виточують втулку з буртиком і запресовують у кришку.
Якщо спрацювання невелике, роблять точкове наплавлення металу електрозварюванням по всьому периметру посадкового місця або керніння з наступним шліфуванням до потрібного розміру. Практика засвідчує, що після такого ремонту генератори працюють тривалий час.
У разі послаблення кріплення генератора на кронштейні двигуна від підвищеної вібрації виникає вироблення в отворах вушок кришок. Щоб його усунути, випресовують спрацьовану сталеву втулку й запресовують нову, виготовлену зі сталі будь-якої марки.
Ремонт вала. У процесі експлуатації виробляються шийки вала ротора під кульковими підшипниками. Найпоширеніший спосіб ремонту — наплавлення металу на місце вироблення зварюванням із наступним проточуванням. Шліфування, зазвичай, не роблять.
Іноді спрацьовану шийку проточують до усунення вироблення й напресовують на вал сталеву втулку, діаметр якої доводять до номінального розміру.
Основні агрегати електрообладнання ремонтують згідно з конструкцією. Наприклад, генератор 46.3701 розбирають у такій послідовності: І, 2, 36, 35, 15, 14, 12, 11, 9, 4, 28. Аналогічно розбирають генератори такого ж типу. Складають їх у зворотній послідовності: стартер СТ362 (рис. 55) розбирають у такій послідовності: 5, 6, 11, 13, 12, 3, 2, 1, 4, 27, 25, 16, 18, 24, 15, 21, 22; магнето М124-Б1 (рис. 56) — 1, 2, 6, 17, 13, 27, 26, 38, 24, 37, 19, 41, 42, 7, 4, 5, 39. Складання виконують у послідовності, зворотній розбиранню. Перед складанням на всі тертьові деталі наносять мастило ЦИАТИМ-201 або,,Літол-24". Різьбові кінці маслянок перед складанням занурюють в оліфу.
При складанні генераторів установочний шип пакета статора повинен входити в прорізи на кришках. Проміжну втулку перед встанов ленням занурюють у моторне масло. Після складання прокручують ротор генератора за шків. Він має легко обертатися.
При складанні статорів корпус з'єднують з кришкою з боку привода за установочним шипом чи мітками (прорізами). У масляні порожнини кришок стартерів з боку колектора, привода і проміжного підшипника наносять турбінне масло Т-22 (допускається використання моторного масла). Після складання перевіряють вільне переміщення по валу муфти привода, а також обертання по ходу вала, яке не повинне спричинювати обертання якоря.
Контрольні випробовування відремонтованих генераторів, стартерів» реле і магнето проводять на стендах типу КИ-968 та 532-2М. Під час випробовувань не повинно бути зайвого шуму, стуків нагрівання підшипників.
|





